2023-08-01
羅經(jīng)
摘 要:通過(guò)對舊式兩(liǎng)輥鋁闆軋機的(de)銅瓦(wǎ)軸承和(hé)軸承座(zuò)的改造(zào),以及使(shǐ)用新型(xíng)号fc系列滾動軸承,使軋(zhá)機的軸承(chéng)發熱(rè)減少,機器的穩(wěn)定性(xìng)提高,從而(ér)提高(gāo)了軋機的(de)生産效率(lǜ)和軋(zhá)制鋁闆的箱度(dù)。
關鍵(jiàn)詞:軸(zhóu)承;發(fā)熱;改進;效(xiào)率
随(suí)着經(jīng)濟的市場(chǎng)化和(hé)競争化,有(yǒu)些新(xīn)建(jiàn)企(qǐ)業購(gòu)買了倒閉(bì)企業(yè)的舊式軋機,再(zài)經過一定的技(jì)術改造,使(shǐ)之成(chéng)為一(yī)種(zhǒng)全新性能的鋁闆軋機。
在軋機的(de)改造設計中,除了由軋制力引起的(de)拖動(dòng)力、軋(zhá)輥轉(zhuǎn)速、機械強度和(hé)剛度等(děng)大(dà)的方(fāng)面的(de)設計問題(tí)會影響軋機的使用性能外,軋機的軸(zhóu)承(chéng)選用(yòng),軸承(chéng)和軸(zhóu)承座(zuò)的結構型(xíng)式和(hé)加工公差(chà),冷卻(què)潤滑方式,當地(dì)的氣(qì)候(hòu)情況,都(dōu)對軋(zhá)機軸(zhóu)承的(de)發(fā)熱和使用壽(shòu)命有很(hěn)大的影響,尤其是軸承(chéng)的發熱(rè)會(huì)對軋(zhá)制鋁闆的厚度及精(jīng)度帶來不(bú)良後果,使鋁闆(pǎn)的厚度和(hé)軋制(zhì)公差難以控制,下面介紹兩例(lì)軸承改造的實(shí)例。
1 軋機銅(tóng)瓦軸(zhóu)承的改(gǎi)進
銅瓦(wǎ)軸承一(yī)般(bān)不能(néng)做得(dé)太大太長(zhǎng),否則,雖然銅瓦單位(wèi)面積上的(de)壓力減小(xiǎo)了,但銅瓦中間(jiān)部分(fèn)的熱量不容易(yì)被散發掉(diào),熱量(liàng)的積累(lèi)會引起(qǐ)軸頸(jǐng)和銅瓦過(guò)熱,過熱的軸頸和銅瓦會使冷卻(què)潤(rùn)滑液無法(fǎ)進入軸(zhóu)頸和銅瓦之(zhī)間,去(qù)減少(shǎo)摩擦和(hé)帶(dài)走熱(rè)量,即使大量注(zhù)入(rù)冷卻潤滑液(yè)也無濟于事(shì)。這樣,發熱和磨損(sǔn)進入惡(è)性循環(huán),造成(chéng)軸(zhóu)頸和銅(tóng)瓦的快速磨損(sǔn)失效。對此,筆者(zhě)采用(yòng)的(de)方法是(shì)盡可(kě)能縮短傳(chuán)熱路(lù)徑,如果解(jiě)決了(le)發熱問題(tí),潤滑液就(jiù)能(néng)順(shùn)利進人(rén)軸頸和(hé)銅瓦之間(jiān),它們(men)之間(jiān)的(de)摩擦會(huì)減少,發熱也會随之降低。筆者(zhě)将軸瓦和(hé)軸瓦(wǎ)座作(zuò)了(le)三點改(gǎi)動處理。
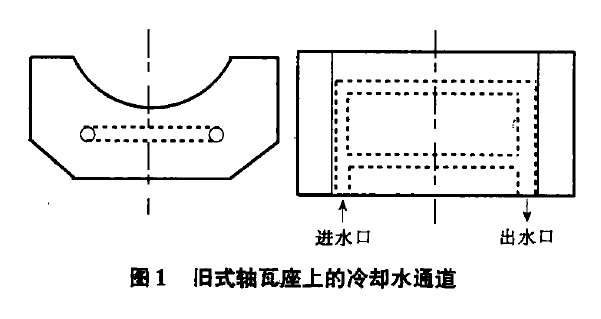
(1)軸(zhóu)瓦座(zuò)冷卻(què)水通道的(de)改進(jìn)
原來(lái)乳機軸瓦座(zuò)上(shàng)的冷(lěng)卻水通(tōng)道(dào)是“井”字形(xíng)的,如(rú)圖1中(zhōng)的虛(xū)線(xiàn)所(suǒ)示,這(zhè)個“井”字形水通(tōng)道離(lí)銅瓦(wǎ)較遠,有50mm左右,通(tōng)道稀(xī)少,每條通道擔(dān)負(fù)的吸熱(rè)面積(jī)較大,另外軸瓦(wǎ)座内的水(shuǐ)通道有兩條,一條較(jiào)長,一條較短。很(hěn)明顯,較長(zhǎng)的水(shuǐ)通道會出現(xiàn)水(shuǐ)滞流現象,水會(huì)慢慢(màn)變(biàn)熱。
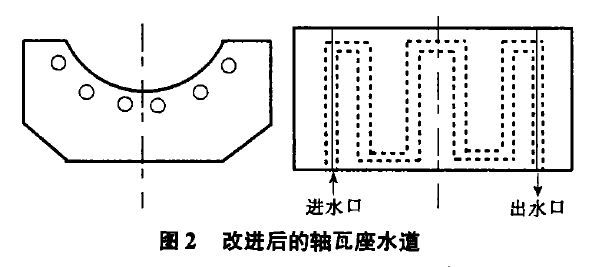
現在(zài)将冷(lěng)卻水通道(dào)改成離銅(tóng)瓦放(fàng)置位置很(hěn)近的 “之”字形水通道(dào),如圖2所(suǒ)示(shì) 這樣,每段(duàn)通道擔負(fù)吸熱面積相對較小,兩者銅瓦(wǎ)與通(tōng)道間(jiān)的距離很短(duǎn),小(xiǎo)于10mm,銅(tóng)瓦上的熱(rè)量能很快地傳到通(tōng)道的水中(zhōng)而被(bèi)水帶走,且不會(huì)象“井”字形水通(tōng)道那(nà)樣出現滞(zhì)流問題。吸熱冷(lěng)卻效(xiào)果很好(hǎo)。
(2)銅(tóng)瓦上油槽(cáo)的改進
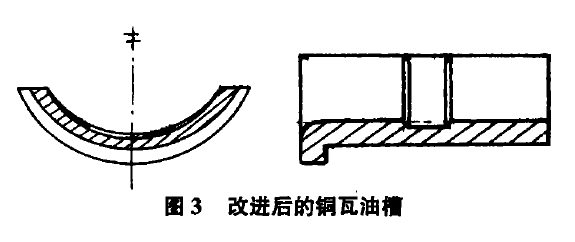
原來(lái)的銅瓦(wǎ)是一塊又(yòu)大又(yòu)厚又長的弧形(xíng)軸瓦,瓦(wǎ)的内面(miàn)有一條x形的油(yóu)槽,由于(yú)油槽又窄又淺,儲(chǔ)油量(liàng)少,軸承中間産(chǎn)生的(de)熱量(liàng)很難傳導(dǎo)出去(qù)改造(zào)後的銅瓦的厚(hòu)度減薄到15mm左右,使銅瓦内的熱(rè)量傳到瓦背(bèi)的(de)距離縮短,另外在銅瓦(wǎ)的(de)中間部位加工一條(tiáo)寬50mm、深3mm的油(yóu)槽,作(zuò)潤滑(huá)和散熱用(yòng),如圖3所示(shì)。
這種(zhǒng)銅瓦中(zhōng)心部位(wèi)不存在發(fā)熱區(qū),在油(yóu)槽中(zhōng)可注(zhù)人較多的(de)冷卻(què)海滑液,帶走銅瓦中(zhōng)間油槽兩邊産(chǎn)生的熱量(liàng),銅(tóng)瓦兩(liǎng)端(duān)的熱量由空氣帶走(zǒu),這時銅瓦(wǎ)上的(de)熱量傳出路徑就很短了。油槽中的(de)冷卻(què)潤滑(huá)液會由(yóu)銅瓦的中間,經(jīng)軸(zhóu)頸和(hé)銅瓦(wǎ)之(zhī)間的間(jiān)隙向銅瓦的兩(liǎng)端流出,很好的潤滑了軸頸和(hé)銅瓦,減少(shǎo)了因(yīn)摩擦産生的熱(rè)量,還帶走了部分(fèn)由摩擦産生(shēng)的熱量(liàng)。這(zhè)種(zhǒng)銅瓦使用效果很(hěn)好,使用一個月後,在(zài)銅瓦的内(nèi)弧面和(hé)軸頸上(shàng)出現了一層均(jun1)勻的薄薄(báo)的黑色油(yóu)膜,軸頸和(hé)銅瓦在(zài)近(jìn)似于(yú)無磨損狀态下(xià)運行(háng)。
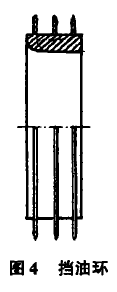
(3)加裝(zhuāng)擋(dǎng)油(yóu)裝置
由于這種(zhǒng)銅瓦需(xū)要(yào)較大流量(liàng)的(de)冷卻潤(rùn)滑(huá)液,在長時間的運轉中(zhōng),冷(lěng)卻(què)潤滑(huá)液會(huì)由軸頸流到軋輥工(gōng)作面(miàn)的兩端,被羊(yáng)毛(máo)氈(zhān)擋油布(bù)吸收,經過羊(yáng)毛氈逐(zhú)漸向軋輥(gǔn)工作(zuò)面(miàn)的中間(jiān)部位(wèi)移去,造成(chéng)滿輥(gǔn)都是冷卻潤滑(huá)液(yè)。軋(zhá)闆時(shí),冷卻潤滑液會(huì)污染鋁闆(pǎn)表面(miàn),使鋁(lǚ)闆表面失(shī)去光(guāng)澤(zé)。退火時(shí)鋁闆表面(miàn)會留(liú)下黃色斑迹。為(wéi)解決冷(lěng)卻潤滑(huá)液爬上(shàng)輥(gǔn)面的(de)問題,我們在軸頸上(shàng)近(jìn)輥面端(duān)加裝一個(gè)如圖4的擋(dǎng)油環,加裝(zhuāng)這個(gè)裝置後,冷(lěng)卻潤滑(huá)液就不(bú)會再由軸頸爬(pá)上輥(gǔn)面了(le),保證(zhèng)鋁闆不(bú)受其污(wū)染 。
2 銘闆劄機中(zhōng)滾動軸(zhóu)承(chéng)的使用設計
軋機的(de)軸承選用滾動軸承,可以減少(shǎo)摩擦(cā)能耗(hào),減少軸頸的(de)磨損和(hé)發熱,降低維護(hù)費用,提高鋁闆(pǎn)的精度(dù),減(jiǎn)小鋁闆的公(gōng)差 。
fc系列(liè)軸承比較适合(hé)于鋁闆軋機,該型号軸承的承(chéng)載能力大,性能(néng)穩定,安裝(zhuāng)?試方(fāng)便簡(jiǎn)單,軸承不(bú)容易(yì)損壞。
設(shè)計滾動軸承(chéng)時,軸(zhóu)頸與軸承(chéng)内圈(quān)的配合(hé)為靜配(pèi)合,軸頸的(de)公差(chà)為p6,這樣軸承(chéng)内(nèi)圈會(huì)緊緊(jǐn)地箍(gū)着軸(zhóu)頸,并(bìng)随軋(zhá)輥的轉動而轉動,經常變換内(nèi)圈上的受力(lì)點,内圈(quān)就不容易變形,也(yě)較難損(sǔn)壞軸(zhóu)承座孔與軸承外殼(ké)的配(pèi)合為動配合(hé),軸(zhóu)承座孔(kǒng)的(de)公差(chà)為g7,這樣外(wài)殼在(zài)受力時,會随軋(zhá)輥的(de)轉(zhuǎn)動而緩(huǎn)慢地移(yí)動,從而(ér)不停地(dì)變換受(shòu)力點,避免了使(shǐ)外殼長期在一(yī) 個位置上(shàng)受力(lì)而容(róng)易(yì)損(sǔn)壞的(de)問題 。
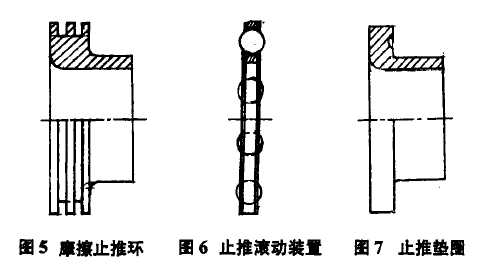
fc系列軸承(chéng)是四(sì)列(liè)圓柱滾(gǔn)子軸(zhóu)承,這種軸承沒有(yǒu)軸向定(dìng)位結(jié)構。需要在(zài)每個軋輥上裝(zhuāng)配兩個軸(zhóu)向止推環(huán),防止(zhǐ)軋輥(gǔn)軸(zhóu)向竄動。止推(tuī)環可以是(shì)摩(mó)擦(cā)形式的止(zhǐ)推環(huán),也可以是滾動(dòng)形式的(de)止推環 。
摩擦止推環是(shì)在軸頸(jǐng)的内圓(yuán)角處(chù)加 裝(zhuāng)一個如圖5所(suǒ)示的耐磨環(huán)狀零件,止(zhǐ)推環的大端與(yǔ)軋輥(gǔn)工(gōng)作面端(duān)面相靠,小(xiǎo)端用(yòng)來定位軸(zhóu)承内(nèi)圈的(de)安裝位置(zhì),止推(tuī)環孔内圓(yuán)角與軸頸圓角(jiǎo)相配(pèi),止推環外(wài)面圓角與軸承(chéng)座内(nèi)蓋上的圓(yuán)角相配,而軸承座又由側壓闆(pǎn)管着,這樣軋輥(gǔn)兩頭都采(cǎi)用這(zhè)個裝置,軋(zhá)輥就(jiù)不會軸向(xiàng)竄動(dòng)了。其(qí)缺點是止推環所用材料(liào)的耐(nài)磨(mó)性(xìng)能較(jiào)差,其(qí)加(jiā)工(gōng)精度(dù)和粗(cū)糙度(dù)低時(shí)止推(tuī)環易磨損(sǔn) 。
滾動止推(tuī)環是(shì)為了克(kè)服摩擦(cā)止推環的缺點而(ér)改(gǎi)進的,是在(zài)原止推(tuī)環(huán)和端(duān)蓋之間增加一(yī)個止(zhǐ)推滾珠裝置,形(xíng)狀(zhuàng)如圖6所(suǒ)示。原來(lái)安(ān)裝摩(mó)擦止(zhǐ)推(tuī)環的(de)位置換成一個如圖7形狀(zhuàng)的止推(tuī)墊圈(quān),這樣(yàng)就将(jiāng)滑動(dòng)止推變成(chéng)了滾動止推,減少了阻力和磨(mó)損,延長(zhǎng)了零部(bù)件的使(shǐ)用時間(jiān),減少了維護費(fèi)用。
如果是在氣(qì)溫較高的(de)夏天(tiān)加工(gōng)滾(gǔn)動軸承(chéng)座,而(ér)在(zài)氣溫較低的(de)冬(dōng)天(tiān)去裝(zhuāng)配時,軸承座内孔的公差要适當加大(dà)一(yī)點,這(zhè)是因(yīn)為(wéi)軸承座使用的材料膨(péng)脹系數較大,而軸承外殼(ké)的材(cái)料膨脹系數較(jiào)小,如(rú)果仍按g7選(xuǎn)用(yòng)公差的話,很(hěn)可能會裝不上(shàng)去。膨脹系(xì)數大(dà)的,在夏(xià)天(tiān)會脹(zhàng)大很(hěn)多,到冬天會(huì)縮(suō)小很(hěn)多 冬(dōng)天裝(zhuāng)配時,費力且不合乎(hū)受壓時軋輥(gǔn)轉軸承(chéng)外殼也移(yí)動的裝配要求,會人(rén)為縮(suō)短軸(zhóu)承使(shǐ)用壽命 。
3 改造後(hòu)的使用(yòng)情況
(1)銅(tóng)瓦軸(zhóu)承的使用(yòng)情況
銅瓦軸承(chéng)在第一次軋闆時,溫度達(dá)到了(le)70℃左右,但隻要不(bú)喂闆(pǎn)讓軋機空轉2-3min,銅瓦的溫度(dù)就恢複到室(shì)溫(wēn)狀況。這主要是(shì)由于軸瓦制造粗糙(cāo),公差和粗(cū)糙(cāo)度沒(méi)有(yǒu)達到(dào)圖紙要求。即使加工達(dá)到(dào)了圖(tú)紙要(yào)求(qiú),也有一(yī)個磨(mó)合期(qī)的問題,在(zài)磨合期内(nèi)溫度肯(kěn)定是要(yào)高一些的,使用(yòng)一個班後(hòu),銅瓦的溫度降到40-50℃,使(shǐ)用(yòng)一個月(yuè)後,軸(zhóu)頸上(shàng)已有一層(céng)均勻的薄(báo)薄的黑色油(yóu)膜,完全看不到軸頸原(yuán)來的材(cái)料了,銅(tóng)層上的溫(wēn)度略(luè)高于室溫(wēn)。在這(zhè)種狀(zhuàng)況下,軸頸(jǐng)上隻要不缺少(shǎo)冷卻潤滑(huá)液,銅(tóng)瓦和(hé)軸頸幾乎(hū)在無(wú)磨損(sǔn)狀态(tài)下工 作(zuò),軸(zhóu)頸兩(liǎng)端無(wú)熱量向軋(zhá)輥(gǔn)的(de)工作面上(shàng)傳去。隻要調整(zhěng)好兩輥(gǔn)之間的(de)間隙,軋制(zhì)中的闆厚(hòu)度(dù)就不會(huì)發生(shēng)變化(huà) 。
(2)滾動(dòng)軸承的使用情(qíng)況
滾(gǔn)動軸(zhóu)承在(zài)安裝後(hòu),開始使用的(de)一(yī)個(gè)多月内情(qíng)況都很正(zhèng)常,一個多月後(hòu)發現其中一隻軸承座有點發熱,檢(jiǎn)查(chá)發現發(fā)熱原因是軸承内圈破裂。原來(lái)在初(chū)次安(ān)裝時就發現該軸頸(jǐng)的公差(chà)小(xiǎo)于p6,不用(yòng)加(jiā)熱(rè)就可以(yǐ)套到軸頸上去(qù),安裝在(zài)這種公(gōng)差的軸頸上的軸承(chéng),其(qí)内(nèi)圈很(hěn)容(róng)易破裂(liè)。所以在加(jiā)工軋輥時(shí),軸徑的公差一(yī)定要(yào)合(hé)乎要求(qiú)。對鋁(lǚ)闆厚(hòu)度的(de)控制(zhì)也非(fēi)常穩(wěn)定,目前(qián)這種軋(zhá)機上生産的鋁(lǚ)闆厚度(dù)是(shì)0.30mm。
4 軋機(jī)軸承(chéng)設計小結(jié)
(1)銅(tóng)瓦(wǎ)軸承軋機(jī)
銅瓦上單(dān)位面積上的壓力要盡量小一(yī)點,最好是(shì)比(bǐ)使用的(de)銅瓦(wǎ)材料的許(xǔ)用壓力小(xiǎo)30%左右。
要盡可能地縮短熱傳導路程,每條傳導路程(chéng)的(de)長度最(zuì)好不(bú)大于35mm。
要有充足的冷卻液和潤(rùn)滑液(脂)供應給(gěi)軸承(chéng)和軸(zhóu)承座,不(bú)能(néng)間斷 。
(2)滾動(dòng)軸承軋機(jī)
軸頸(jǐng)與軸承内圈的(de)配合一定要是(shì)靜配(pèi)合,軸頸的(de)公差選用在p6左(zuǒ)右。
軸(zhóu)承座與軸(zhóu)承外圈的配合(hé)一定是(shì)過渡配合,軸(zhóu)承座(zuò)孔的公差選用(yòng)在g7左(zuǒ)右。
一定要有可(kě)靠的軸向定位(wèi)止推(tuī)裝(zhuāng)置,防止軋輥的軸向竄(cuàn)動(dòng) 。
要根據(jù)氣候(hòu)變化情況選擇(zé)合理(lǐ)的軸(zhóu)承與輥頸(jǐng)配合公差(chà)。
(來源:輕合金加(jiā)工技(jì)術)
掃(sǎo)碼添加(jiā)微信
蔡(cài)經理
手機: