2023-02-06
孟凡(fán)榮 單淑梅 王(wáng)智(zhì)
(長春汽車(chē)工業(yè)高等專(zhuān)科學校(xiào) 吉林(lín)長春 130013;一汽解放事業(yè)本部(bù)傳動事(shì)業部軸(zhóu)齒廠 吉林(lín)長春(chūn) 130013)
格裡森磨齒機(jī)300twg進行(háng)磨(mó)齒加工時出現(xiàn)砂輪撞(zhuàng)碎故障,文章對問題産生(shēng)的原(yuán)因進(jìn)行(háng)分析,真因在(zài)于磨齒機(jī)電主軸(zhóu)軸(zhóu)承研(yán)傷,詳細地(dì)闡述(shù)了維修過程,對同類設(shè)備的維(wéi)修具(jù)有一定的借鑒意(yì)義。
格裡(lǐ)森磨齒機300twg是(shì)2012年購置(zhì),在筆(bǐ)者車(chē)間主要(yào)用于12ta變(biàn)速箱(xiāng)輸出軸1542齒(chǐ)輪的熱後磨齒,其中x軸、z軸、a軸為(wéi)進給滑台,c軸為(wéi)工件電主軸,功(gōng)率19kw,轉(zhuǎn)速可(kě)達1500r/min。
01 故(gù)障現(xiàn)象
磨齒機(jī)加工兩個月(yuè)連(lián)續内出現砂輪(lún)撞碎11次,造成設(shè)備停機時間平(píng)均每(měi)次4.5h,砂輪更(gèng)換和調整造成(chéng)了成本(běn)和(hé)工時的提(tí)高,可動率(lǜ)大大降低(dī)。
02 原因分析
從材(cái)料、方(fāng)法和(hé)機床本身三方面考慮,經(jīng)分析可(kě)能出現(xiàn)砂輪撞碎現象(xiàng)的原因如下:
(1)砂(shā)輪不符合工藝(yì)要求。
(2)毛(máo)坯(pī)尺寸(cùn)超差(chà)。
(3)夾(jiá)具(jù)磨損(sǔn)、更換(huàn)問題(tí)或夾(jiá)具不達标。
(4)磨削(xuē)工藝不(bú)合(hé)理。
(5)電主軸(zhóu)控制輸出不穩定。
(6)砂(shā)輪主(zhǔ)軸精(jīng)度偏差。
(7)電(diàn)主(zhǔ)軸精(jīng)度(dù)偏差(chà)。
03 解決過程(chéng)
3.1排查(chá)真因
針對上面(miàn)分析(xī)可能導緻(zhì)砂輪(lún)撞碎的原因進行逐一排(pái)查:
(1)經檢查砂輪(lún)存放時間在有(yǒu)效期内,裂(liè)紋實(shí)驗和硬(yìng)度測試(shì)達标。
(2)測量(liàng)加工(gōng)前工(gōng)件的(de)工藝參數,均符(fú)合工(gōng)藝要求。
(3)查看工(gōng)裝夾具使(shǐ)用記錄,近半年(nián)内未(wèi)更換,對使用的夾具(jù)進(jìn)行(háng)參數(shù)測量,符合工藝(yì)要求(qiú)。
(4)對加工參(cān)數(shù)進行(háng)确認,磨(mó)削參(cān)數合理沒(méi)有進(jìn)行修(xiū)改。
(5)監(jiān)控電主(zhǔ)軸輸出(chū)電壓,在正(zhèng)常波動(dòng)範(fàn)圍(wéi)内(nèi)。
(6)對砂(shā)輪主軸精(jīng)度監(jiān)控測量(liàng)(一周),砂(shā)輪主軸精度符合要(yào)求,一周内(nèi)監控無異常。
(7)對(duì)電主(zhǔ)軸精(jīng)度進(jìn)行監控(kòng)測(cè)量(一(yī)周),主軸(zhóu)精度不(bú)穩定,一周内3次(cì)異常(cháng),并發生砂(shā)輪撞碎問(wèn)題(tí),電(diàn)主軸(zhóu)精度測量數據統(tǒng)計如圖(tú)1所示(shì)。
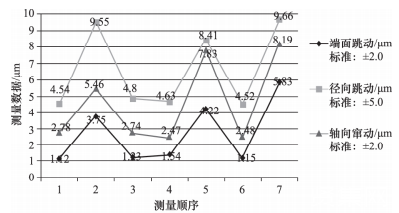
圖1 電主軸(zhóu)精(jīng)度(dù)測量數據(jù)
砂輪撞碎的真因在(zài)于電(diàn)主軸精度(dù)偏(piān)差,具體(tǐ)造成(chéng)精度(dù)偏差(chà)的原因尚(shàng)不明(míng)确。電主軸(zhóu)屬于(yú)設備(bèi)的(de)重(zhòng)要部件,出現(xiàn)問題大(dà)多數(shù)使用者都(dōu)是(shì)聯系廠家維修,主軸整體更(gèng)換,恢複精(jīng)度準(zhǔn)确,維(wéi)修(xiū)費用10萬(wàn)元,備(bèi)件費用14萬元,總(zǒng)費用(yòng)25萬元(yuán),預期(qī)在(zài)費時間2周。考(kǎo)慮(lǜ)到生産(chǎn)進度緊張和維修成本,筆者決(jué)定嘗試自(zì)主維(wéi)修,雖(suī)然沒有拆(chāi)卸維修(xiū)過(guò)電主(zhǔ)軸,但是一方面(miàn)費用(yòng)低,周期短,一方(fāng)面可以積(jī)累維修經驗,便(biàn)于改(gǎi)進改(gǎi)善,防(fáng)止同類故(gù)障再(zài)次發(fā)生。
手動盤(pán)動主軸(zhóu),主軸沉重,旋(xuán)轉過程中(zhōng)有松有緊(jǐn)。結合(hé)圖紙(zhǐ),拆(chāi)開主軸(zhóu)上端(duān)蓋,主軸前端(duān)軸(zhóu)承(chéng)潤滑脂(zhī)變黑變硬,軸承(chéng)磨損。主軸密封(fēng)采用(yòng)氣密(mì)封,機(jī)床廠(chǎng)懷疑是筆(bǐ)者廠壓縮空氣(qì)存在污染(rǎn)導緻(zhì)潤滑(huá)油(yóu)污染,經(jīng)檢查空(kōng)氣過濾(lǜ)裝置和空(kōng)壓機(jī)沒有污染存在(zài),排除(chú)壓(yā)縮(suō)空氣污染(rǎn)的可能性(xìng)。考慮(lǜ)潤滑(huá),給電主軸加注潤滑(huá)脂,但是無(wú)法注(zhù)入。經(jīng)查看電主(zhǔ)軸圖紙(zhǐ),發現設(shè)計上存在缺陷(xiàn),潤滑油道被主(zhǔ)軸外圈阻(zǔ)擋,如(rú)按照機床(chuáng)電主(zhǔ)軸的油脂(zhī)加注口執行則(zé)無法加注(zhù)潤(rùn)滑脂,電(diàn)主軸機械(xiè)裝配(pèi)圖如圖2所示。
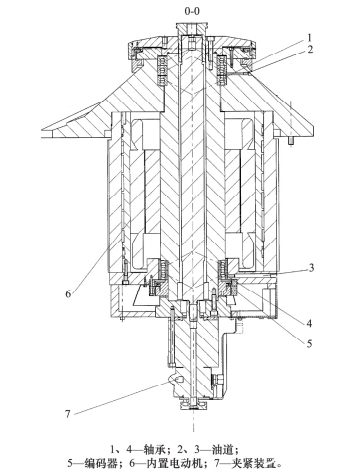
圖(tú)2 電主軸裝配圖(tú)
同時(shí)購(gòu)入(rù)的3台(tái)格裡(lǐ)森磨齒機(jī)300twg在正(zhèng)常使用下(xià)均有相同故障發生(shēng),确定出廠(chǎng)安裝缺陷,潤滑(huá)脂加(jiā)注量少,尤(yóu)其是下面的軸(zhóu)承和光栅編碼(mǎ)器很近,潤(rùn)滑脂(zhī)加注量大會污(wū)染光(guāng)栅。高溫引(yǐn)起(qǐ)長效潤滑脂(zhī)失效,軸承(chéng)潤滑脂缺失導緻軸(zhóu)承研(yán)傷,影響主軸精度。z後,我們找(zhǎo)到了砂輪撞(zhuàng)碎的(de)具體原(yuán)因(yīn)。
3.2解決方法(fǎ)
維修(xiū)前的準備(bèi)工作(zuò):
(1)軸承(chéng)損壞,緊急采購(gòu)規(guī)格軸承(chéng)b71924cdp4adb、b71924e.t.p4s.tb;
(2)針對(duì)設計缺陷,确定改善潤滑(huá)方案。原廠(chǎng)設計沒有注油油道(dào),定期補(bǔ)充(chōng)潤滑(huá)脂大拆(chāi)大卸難度高;加裝(zhuāng)自動(dòng)潤滑裝置需要(yào)加工注油油路(lù),影響主軸精度(dù);z後選擇更換長(zhǎng)效潤(rùn)滑脂,将原(yuán)潤滑脂(zhī)centoplex2ep更換為aRcanol-load150,氧化安定性為(wéi)原(yuán)潤滑(huá)脂的三(sān)倍,通過高轉速(sù)軸承(chéng)溫(wēn)度(dù)測試和高轉速(sù)潤滑脂粘度測試均比(bǐ)原(yuán)潤(rùn)滑脂好(hǎo)很多;
(3)無定(dìng)位标示,自(zì)主加工後(hòu)法蘭定(dìng)位(wèi)銷。
維(wéi)修過程:
(1)拆卸。給(gěi)c軸吊卸留出空間,機床相對(duì)位置移動(dòng),x軸、z軸退(tuì)零位,a軸(zhóu)旋轉半(bàn)位。拆除砂(shā)輪和(hé)夾具(jù),c軸精度檢(jiǎn)測并備份(fèn)。先(xiān)後(hòu)拆除電、氣(qì)、油、水管路将電纜、插頭、接頭等用保(bǎo)鮮(xiān)膜密封(fēng)處理(lǐ),拆除c軸本體固(gù)定螺(luó)釘,拆(chāi)除v軸(zhóu)本體(tǐ),拆除上頂尖和支座(zuò)。
(2)吊卸(xiè):吊車使(shǐ)用相應(yīng)吊具進行吊(diào)卸(xiè),拆卸電(diàn)主(zhǔ)軸附(fù)件(配油(yóu)閥(fá)、拉杆(gǎn)、讀數頭、光栅尺),密封保護(hù)處理(lǐ)。
(3)解體:避開(kāi)水路(lù)、油路、軸承(chéng)确定定位位(wèi)置,打出(chū)定位槽(cáo),轉子和(hé)定子同軸分離(lí),拆卸軸承(chéng)。記錄安裝順序,調整隔墊位(wèi)置,清洗(xǐ)所有(yǒu)機械零件(jiàn),檢查是(shì)否有損壞部分。
(4)組裝(zhuāng):領(lǐng)新軸(zhóu)承(chéng),清(qīng)洗後檢查(chá)外(wài)觀是否存在(zài)出廠(chǎng)缺陷,運轉(zhuǎn)感官檢查(chá),成組軸(zhóu)承(chéng)配合(hé)驗證,按(àn)照(zhào)軸承加注(zhù)量(liàng)上限加(jiā)注潤滑脂(zhī)。轉子(zǐ)和定子同(tóng)軸穿(chuān)入安(ān)裝前部軸承,安裝後部法蘭蓋,用(yòng)定位銷(xiāo)定位(wèi),安裝後軸承,測量隔墊厚(hòu)度制作(zuò)新隔墊(niàn)。緊固後檢(jiǎn)查精(jīng)度,安(ān)裝(zhuāng)光(guāng)栅尺(chǐ),找正(zhèng)(精度誤差(chà)要求在±0.0015mm),安裝讀(dú)數頭、夾緊(jǐn)油缸(gāng)。
(5)恢複:電(diàn)主(zhǔ)軸吊(diào)裝回(huí)位,芯(xīn)軸找(zhǎo)正,上頂(dǐng)尖與主(zhǔ)軸同軸度精度(dù)誤差在0.01mm以(yǐ)内(nèi),z軸與c軸(zhóu)平(píng)行度側(cè)向誤(wù)差±0.001mm,正向誤(wù)差前(qián)傾(qīng)0.004mm。緊固c軸(zhóu)本體,精度複查,先後恢複水、油、氣、電(diàn)線路,安裝夾具(jù)進行試車(chē)。
3.3再次改進(jìn)
機床(chuáng)恢複(fú)後沒有再(zài)發生砂輪撞碎(suì),但是兩周(zhōu)後光栅尺頻(pín)繁(fán)報警,周期(qī)從1次/2周很(hěn)快發(fā)展(zhǎn)為3次/天(tiān)。經過(guò)分析找出原因(yīn)如下:恢複時長效(xiào)潤滑脂(zhī)按照軸承(chéng)加潤滑脂(zhī)上限加注(zhù),主軸高速旋轉(zhuǎn)時高(gāo)溫和離心作用(yòng)使(shǐ)基(jī)礎油(yóu)滲出(chū)污染(rǎn)光栅(shān)尺。從圖紙可以(yǐ)看出c軸夾緊拉(lā)杆處設計上采(cǎi)用間(jiān)隙密封,拆(chāi)裝恢複後間隙(xì)會加(jiā)大,松(sōng)開夾(jiá)緊的油缸動作就是一個打油的過程,冷(lěng)卻油(yóu)會從縫(féng)隙吸入(rù),污染(rǎn)光栅(shān)尺等精度元件(jiàn);
改進(jìn)方法為:減少潤滑脂,按上(shàng)限的(de)1/2添加潤滑(huá)脂,避(bì)免高(gāo)速旋轉時(shí)産生高溫使基礎油滲出。在夾(jiá)緊拉杆處添加(jiā)三層(céng)密(mì)封圈密(mì)封,防止冷卻油(yóu)滲入(rù),加(jiā)裝密封圈後的實物如圖3。

圖3 加裝(zhuāng)密封(fēng)圈
3.4電(diàn)主(zhǔ)軸維修(xiū)注(zhù)意事項
結合(hé)圖紙确定拆卸(xiè)安裝(zhuāng)方案(àn),對電(diàn)主軸(zhóu)精度檢測(cè)進行(háng)備份,所有(yǒu)電(diàn)、氣(qì)、油、水(shuǐ)管路(lù)接頭及備件拆(chāi)卸後注意(yì)密封,記錄好拆(chāi)卸安(ān)裝順(shùn)序,在維修過程中要随時(shí)查看(kàn)圖紙(zhǐ),并結(jié)合實際和經驗(yàn)來進行操作,國外設(shè)備的(de)電主(zhǔ)軸自主維修便得心(xīn)應手。
04 結語(yǔ)
經過維修和改(gǎi)進,設備(bèi)運行穩定,半(bàn)年内沒有(yǒu)發生砂輪撞碎(suì)問題。此(cǐ)次自主(zhǔ)維修(xiū)節約了很(hěn)大成本,積(jī)累了(le)維修經(jīng)驗,使我(wǒ)們深刻(kè)體會到(dào)自主(zhǔ)維修重要(yào)部件的必(bì)要性。之後制作了主(zhǔ)軸精度(dù)測量點(diǎn)檢作(zuò)業(yè)要(yào)領書(shū)和電主軸軸承(chéng)更換流(liú)程(chéng)說明書,建立(lì)磨(mó)齒機(jī)主軸相關備件(jiàn),保(bǎo)障同類(lèi)故障(zhàng)發生時快速處(chù)理。本文的故障處理對(duì)同(tóng)類設備具(jù)有普遍性,整個維修過程(chéng)對同類設備維(wéi)修具有很(hěn)大的(de)參考價(jià)值。
來源(yuán):《制造(zào)技術與機(jī)床》2019年(nián)第7期
(版權(quán)歸原作者(zhě)或機構所有)
手機(jī)客(kè)戶端
掃(sǎo)碼添加微信
蔡(cài)經理
手機: