2023-03-02
楊(yáng)争(zhēng)鋒
(農(nóng)産品加(jiā)工智能(néng)裝備星創天地(dì))
1 簡(jiǎn)述(shù)
1.1 機械故障(zhàng)診斷研究的(de)目(mù)的
數控高(gāo)速沖(chòng)床是(shì)在(zài)自動沖(chòng)壓生(shēng)成線(xiàn)上完成(chéng)闆料高效率(lǜ)、高精密沖(chòng)壓加(jiā)工的自動(dòng)化沖(chòng)壓設(shè)備。随着技術的(de)不斷進步(bù),數控高速沖床(chuáng)日趨(qū)智能化和(hé)精密化(huà),對其可(kě)靠性(xìng)的(de)要求也(yě)越來越高(gāo)。當前(qián),我國(guó)國産數控(kòng)高速沖床(chuáng)的可靠性(xìng)水平與國(guó)外發達(dá)工業國(guó)家的相(xiàng)比具有(yǒu)較(jiào)大差距,而産品的(de)可(kě)靠性(xìng)直(zhí)接影響産(chǎn)品的(de)市場競(jìng)争力。因(yīn)此,提高國(guó)産數(shù)控高速沖床的(de)可靠性水平來(lái)應對當今競争(zhēng)激烈的市(shì)場環境是(shì)我們的當(dāng)務之急。故(gù)障分(fèn)析是實現(xiàn)數控(kòng)高速(sù)沖床(chuáng)可靠性水平增(zēng)長的(de)重要(yào)環節(jiē)。本文以(yǐ)國産數控高(gāo)速沖(chòng)床為(wéi)研究(jiū)對象,重點圍繞(rào)數控高速(sù)沖床(chuáng)的故(gù)障分析技(jì)術展開深入的研究。
1.2冷卻潤滑子系統故障模式分(fèn)析(xī)
冷卻潤(rùn)滑子系統(tǒng)是發(fā)生(shēng)故障z為頻繁(fán)的部位,在曆史(shǐ)故障數據中主(zhǔ)要表現為油冷裝置(zhì)不(bú)制冷、油(yóu)管及管接(jiē)頭的(de)漏油(yóu)、潤滑(huá)油泵故障。因此(cǐ),冷卻潤滑子(zǐ)系(xì)統是(shì)影響(xiǎng)數控高速沖床可靠性的(de)重要因素(sù)。此外(wài),電氣子系統與(yǔ)液壓鎖(suǒ)緊(jǐn)子系(xì)統也是(shì)故障頻率較(jiào)高(gāo)的的故(gù)障部位。
2 高(gāo)速沖(chòng)床
國内(nèi)外(wài)對數(shù)控機(jī)床的研發(fā),主要面向(xiàng)高檔(dàng)次(cì),包括(kuò)高(gāo)速、高(gāo)精、多軸聯動複合加工(gōng)等,但是(shì)随着複合功能(néng)的增(zēng)多和密集技(jì)術的引(yǐn)入,故(gù)障隐患(huàn)增多(duō),先進功(gōng)能和性能不能維(wéi)持,先進(jìn)性也就失(shī)去其(qí)意義(yì)。因此,提高(gāo)數控機(jī)床的(de)可(kě)靠性(xìng)水平(píng),尤其是國産(chǎn)數控機(jī)床的(de)可靠性水(shuǐ)平,提高(gāo)國産數(shù)控機(jī)床在國内(nèi)的市場占有率和競(jìng)争力是我們的(de)當務之急。以往關于國産(chǎn)數控機床在可(kě)靠性方面(miàn)的研(yán)究主要以(yǐ)數控(kòng)金切(qiē)機床為主(zhǔ),而關于數控高(gāo)速沖壓設備的(de)可靠(kào)性方(fāng)面的(de)研究在(zài)國内卻(què)比較匮乏。
數控(kòng)高速沖(chòng)床(chuáng)又稱(chēng)數控高(gāo)速壓力(lì)機是一種能高(gāo)效完成闆材的落料、沖孔、成型(xíng)等沖壓工(gōng)藝的(de)機電一(yī)體化産(chǎn)品,具有柔性好(hǎo),生産(chǎn)效(xiào)率高,加(jiā)工精度(dù)穩定的(de)優點。高(gāo)速沖床(chuáng)的基(jī)本工作(zuò)原(yuán)理是(shì)利用(yòng)調速(sù)電機、皮(pí)帶、飛輪(lún)帶動(dòng)曲柄(bǐng)滑塊(kuài)機構工(gōng)作,此結(jié)構将飛輪的旋(xuán)轉運動變(biàn)成滑塊的往複運動(dòng),将飛(fēi)輪儲(chǔ)存的(de)能量轉換(huàn)為模(mó)具的沖壓能,進而實(shí)現(xiàn)闆材的(de)高速沖壓(yā)成形。在級(jí)進模和自(zì)動送(sòng)料(liào)裝置等(děng)輔助(zhù)機(jī)械的配(pèi)合下(xià),數控(kòng)高速(sù)沖床能高效的(de)進行(háng)自動化沖(chòng)壓作業。近些年(nián)來,随着電子、通(tōng)訊、計(jì)算機、家電(diàn)及汽(qì)車工業的(de)不斷發展,對沖(chòng)壓零件(jiàn)的需求(qiú)量越來越(yuè)大,如(rú)中小型電機的(de)定轉子矽鋼片(piàn)、刮臉刀、it芯(xīn)片等(děng),這些沖(chòng)壓零件(jiàn)很适合在數控(kòng)高速沖床上進(jìn)行大批(pī)量生産(chǎn)。市場(chǎng)的(de)需求帶(dài)動(dòng)了數控高速(sù)沖床的不(bú)斷發展,國産數控高(gāo)速沖(chòng)床(chuáng)在(zài)速度(dù)、噸位、精(jīng)度(dù)等方(fāng)面都有了長足(zú)的進步。但是,根據課(kè)題組(zǔ)調研(yán)獲得(dé)的國産數控高速沖床可(kě)靠性水平評估(gū)結果,我國(guó)具有(yǒu)代表性的(de)國産(chǎn)某型數控高速(sù)沖床(chuáng)的平均故障間隔(gé)時間(mtbf)大(dà)約為325小時,與國(guó)外900小時的(de)水平(píng)相去甚(shèn)遠(yuǎn)。國産(chǎn)數控高速沖床的可靠性水平(píng)低下(xià),先進的功(gōng)能和性能得不到維持(chí),失去了先進(jìn)性的(de)意義(yì),并且(qiě)易出(chū)故障(zhàng)的産品将嚴重(zhòng)影響(xiǎng)其(qí)在(zài)用戶(hù)中的口(kǒu)碑(bēi)及其市場的占有率(lǜ)。
3 故障分析
3.1數控(kòng)機床(chuáng)結構
數(shù)控(kòng)高速沖床(chuáng)屬于複雜的(de)機電一(yī)體化産品,由大量的零部件組(zǔ)成。圖1所示(shì)為一(yī)種國産閉式雙(shuāng)點數控高(gāo)速沖(chòng)床的(de)生産線實(shí)物圖。
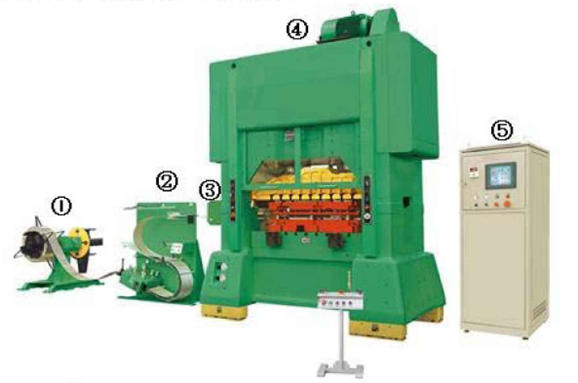
圖(tú)1數(shù)控高速沖床(chuáng)生(shēng)産線(xiàn)實物圖
1. 料(liào)架;2.校(xiào)平機;3.送(sòng)料(liào)機;4.高(gāo)速沖(chòng)床;5.控制櫃(guì)
該(gāi)型數(shù)控(kòng)高速(sù)沖床的(de)特點如下:1)采用一級帶(dài)傳動(dòng),沖(chòng)壓行程次數(shù)高,沖壓加工(gōng)的工作(zuò)效率(lǜ)高;2)機(jī)身(shēn)采用高(gāo)強度(dù)鑄鐵分體(tǐ)結構,底座和衡(héng)梁用(yòng)四根(gēn)拉緊(jǐn)螺(luó)杆拉緊,機身(shēn)剛性好(hǎo),角變形(xíng)小;3)采(cǎi)用(yòng)組合式(shì)幹式摩擦離合(hé)器-制(zhì)動器,噪音小(xiǎo),離合扭矩大(dà),制動角(jiǎo)小;4)四點式曲軸(zhóu)支承結構,可增加曲軸(zhóu)強度(dù),變形小,剛(gāng)性好,抗偏載能(néng)力好;采用(yòng)滾動軸承(chéng)支承(chéng),運行(háng)穩定,發(fā)熱少,精(jīng)度高;5)采用(yòng)導柱(zhù)導套結構,消除(chú)連杆擺動時對滑塊産生(shēng)的側(cè)向力(lì),滑(huá)塊采用(yòng)滾珠花(huā)鍵軸承導(dǎo)向,保證滑塊(kuài)運行(háng)精度;6)機身(shēn)設有(yǒu)動平衡系(xì)統,可緩解機床振動和噪音,延(yán)長模具使用壽(shòu)命,改(gǎi)善勞動環(huán)境;7)裝模高(gāo)度調(diào)節螺(luó)杆(gǎn)設有液(yè)壓式鎖緊裝置(zhì),确保滑塊(kuài)下死(sǐ)點精度;8)采(cǎi)用稀(xī)油強制循(xún)環潤(rùn)滑系統,具(jù)有油(yóu)路故(gù)障(zhàng)報警功(gōng)能;9)采用平(píng)衡氣缸裝置,平衡滑(huá)塊與上模(mó)的重量,使(shǐ)壓(yā)力機運行更(gèng)平(píng)穩;10)采用變頻器調(diào)速電(diàn)機,行程次(cì)數(shù)可(kě)調;11)采用可編程(chéng)控制器pc,電子凸(tū)輪及(jí)電(diàn)子凸輪(lún)控制器,人機界(jiè)面,實現(xiàn)對機(jī)床(chuáng)的自(zì)動化、數字(zì)化控制,操作方(fāng)便,性能優良。
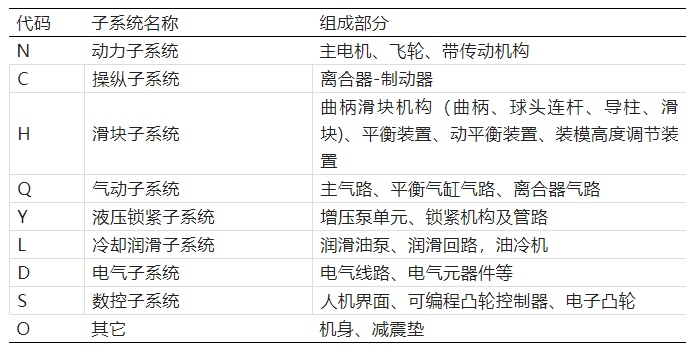
為了(le)正确的描述(shù)故障,準(zhǔn)确定義(yì)故障(zhàng)發(fā)生(shēng)的部位,找出影響系統可(kě)靠(kào)性的關(guān)鍵部位,應對數(shù)控高速沖床進行子系統的劃(huà)分,根據相關鍛(duàn)壓手冊(cè)給出的(de)劃分方法和故(gù)障樹分析(xī)的需要,将該?床劃分(fèn)為8個子(zǐ)系統,代(dài)碼表(biǎo)見表1。
3.2冷卻(què)潤滑子(zǐ)系統故(gù)障樹(shù)
冷卻(què)潤滑子系統為(wéi)數控(kòng)高速(sù)沖床(chuáng)的各個關(guān)鍵運動部(bù)件提(tí)供潤滑油(yóu)循環潤滑(huá),并(bìng)利用油冷機(jī)對潤(rùn)滑油(yóu)進行冷卻。潤滑(huá)油泵從機床底部的(de)潤滑油箱(xiāng)吸油并建立壓力,壓力潤?油經過(guò)濾器過(guò)濾,通過壓力閥(fá),将油壓控制到(dào)所需壓(yā)力,由分(fèn)油器(qì)将壓(yā)力潤(rùn)滑油輸出(chū)到各(gè)個潤(rùn)滑點,潤滑(huá)點主要包括滑(huá)塊的導柱導套,曲軸(zhóu)上的(de)軸承(chéng)組件(jiàn),動(dòng)平衡滑(huá)塊等,z後經(jīng)潤滑(huá)油回(huí)路回(huí)到油(yóu)箱。當潤滑(huá)油壓超出規定的壓(yā)力區間時,機床油壓(yā)檢測報警(jǐng)會被觸發。油冷(lěng)機同(tóng)時對油箱(xiāng)的潤滑油進行循環(huán)冷(lěng)卻,并具(jù)有溫(wēn)度檢測與報警(jǐng)功能。冷卻(què)潤滑子系統的(de)故障樹見圖2。
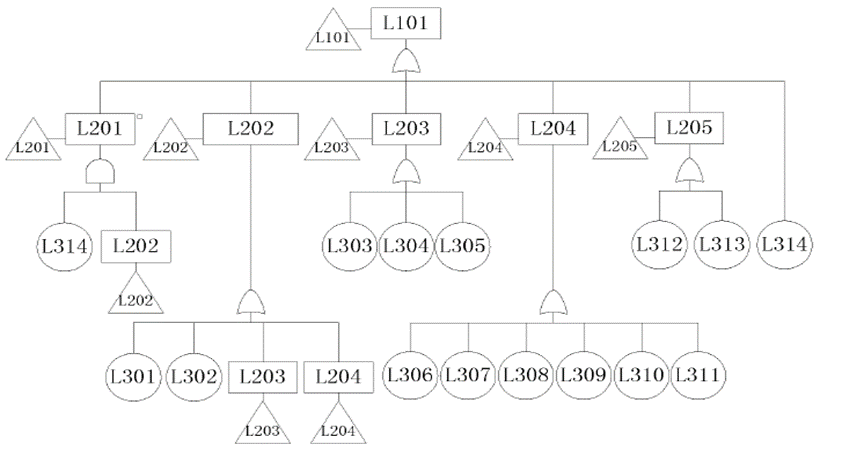
圖2冷卻(què)潤(rùn)滑子系(xì)統的故障樹
4 高(gāo)速沖床冷卻潤滑子系統(tǒng)故障(zhàng)診斷采用的技(jì)術手段
4.1油液理(lǐ)化性能分(fèn)析
監測由于添(tiān)加劑(jì)損耗或基礎(chǔ)油(yóu)衰變引起的油(yóu)品物理或(huò)化學(xué)性能指标(biāo)的變化(huà)程度,來(lái)監測(cè)設備的(de)潤(rùn)滑狀(zhuàng)況以及設備潤(rùn)滑不(bú)良(liáng)而(ér)引起(qǐ)的故障。
4.2磨(mó)損微(wēi)粒(lì)檢測技術
通(tōng)過對油液(yè)中攜(xié)帶的磨(mó)損微粒(lì)的尺(chǐ)寸、形貌、含量等狀态,實現對設備(bèi)磨損狀(zhuàng)态的監測與(yǔ)診(zhěn)斷。
高速沖(chòng)床的(de)冷卻(què)潤(rùn)滑子系(xì)統故障主要涉(shè)及磨(mó)損微粒檢(jiǎn)測技術,總結為(wéi)油液(yè)分析(xī)技術(shù)。
4.3油樣分析(xī)
1、了解(jiě)被測(cè)設備的情(qíng)況
(1)機器的(de)機構(gòu)及潤滑方(fāng)式:摩(mó)擦副相(xiàng)對(duì)運動(dòng)的類(lèi)型、潤滑方式等(děng)。
(2)摩擦(cā)副材料(liào)的性(xìng)能:材料(liào)成分,熱處(chù)理情(qíng)況,表面硬度。
(3)機器運行(háng)條(tiáo)件:轉(zhuǎn)速、載(zǎi)荷、溫度、有(yǒu)否異常等(děng)。
(4)設備(bèi)運轉曆史及維(wéi)修保養情(qíng)況:上(shàng)次大修(xiū)時間。原(yuán)因、措施等。
(5)潤滑(huá)油性(xìng)能。
2、油(yóu)樣抽(chōu)取
油樣抽取(qǔ)應(yīng)保證所取出的油樣具有代表(biǎo)性。
(1)取樣部位
a.循環油路:選(xuǎn)在回油管路經(jīng)過過(guò)濾器之前(qián)部位(wèi);
b.非循環油(yóu)路:停(tíng)機後(hòu)半小時内(nèi)取樣,在整個油(yóu)箱一半稍(shāo)深處(chù)。
(2)取樣(yàng)間隔
視機(jī)器的重要性、使(shǐ)用性、負荷特性而定(dìng)。高(gāo)速沖床(chuáng)屬于(yú)地面液壓(yā)系統,跑合階段和失效(xiào)前夕階(jiē)段取樣間(jiān)隔為(wéi)80小時,正常階段(duàn)取樣間隔(gé)為(wéi)200小(xiǎo)時。
(3)采樣規範
a.對(duì)某一待監(jiān)測的(de)設備,一定要固(gù)定取樣位置、取(qǔ)樣時間;
b.保證吸(xī)油器具的清潔(jié)、無污(wū)染(rǎn),無(wú)殘油(yóu),無其(qí)它雜質混入;
c.動作(zuò)小(xiǎo)心,不(bú)讓污染(rǎn)雜質帶(dài)入油(yóu)樣及待監(jiān)測的設備。
(4)原始(shǐ)數據(jù)記錄(lù)完整(zhěng)
4.4 油(yóu)液分析的主(zhǔ)要方法
1.油液理化性能(néng)檢(jiǎn)測
采用油(yóu)液(yè)的物理化學化驗(yàn)方法(fǎ)對油液的各種(zhǒng)理化性能進行(háng)測定。需要(yào)分析(xī)的項目:粘度、水分、閃點、酸度、雜質等。
粘度(gb266-77) 水分(fèn)(gb/t260-1977)
閃點(gb/t261-1983;gb/t267-1988
酸值(gb/t264-1983) 灰分(gb608-65)
凝點(gb/t510-1983) 機械(xiè)雜質(zhì)(gb/t511-1988)
2.光譜分(fèn)析
通過(guò)檢測油(yóu)液中所含各種元素的(de)含量,反推出含(hán)有這些元(yuán)素的(de)機械零(líng)部件的磨損狀态。
(1)分光光度計法(fǎ):優缺(quē)點
優(yōu)點:靈敏度(dù)高.準确度(dù)與穩(wěn)定性較好 ,對微(wēi)量元素的分析(xī)效果好,缺點:速(sù)度慢,不同元素要配(pèi)制不(bú)同的(de)溶液。
(2)原子(zǐ)發射光譜(pǔ)分析法優(yōu)缺點
優點:油樣(yàng)不需預(yù)處理,分(fèn)析速度快(kuài);讀數準确(què),重(zhòng)複性好(hǎo),分析容量大。缺(quē)點(diǎn):價格昂貴,安(ān)裝條件較(jiào)嚴格(gé),實驗(yàn)費用高;與(yǔ)鐵譜技術相比(bǐ),探測較大粒度(dù)磨粒(lì)的靈敏度(dù)低,不能(néng)獲得磨(mó)屑形态方(fāng)面的(de)信息(xī)。在判斷磨(mó)損類(lèi)型(xíng)和預報災變(biàn)發生的能(néng)力方面(miàn)存在不(bú)足。
3.鐵(tiě)譜分(fèn)析
鐵譜分析(xī)原理:利(lì)用高梯(tī)度的強(qiáng)磁場(chǎng)将潤(rùn)滑油(yóu)中所含(hán)的機械(xiè)磨損碎屑(xiè)按其(qí)磨粒大小有序(xù)分離(lí)出來(lái),通過對(duì)磨(mó)屑的形狀(zhuàng)、大小(xiǎo)、成分(fèn)、數量(liàng)及粒度分(fèn)布等(děng)進行定(dìng)性(xìng)與定量的(de)觀察、判斷設備磨損狀況(kuàng)、預報(bào)零部件的失效。優點(diǎn):應用(yòng)範圍(wéi)廣(guǎng),能(néng)分離(lí)出潤(rùn)滑油(yóu)中含(hán)有較寬尺寸範(fàn)圍的磨屑。可對(duì)磨屑進行定性(xìng)觀察分(fèn)析和定量測(cè)量,以判斷(duàn)機(jī)器(qì)的磨損程(chéng)度,還可對磨屑的組成元(yuán)素進(jìn)行分(fèn)析,以判斷(duàn)磨屑産生(shēng)的部(bù)位(wèi)。缺點:對潤滑(huá)油中非鐵系顆粒的(de)檢測能力(lì)低;(2)規範(fàn)化不夠(gòu),分析(xī)結果(guǒ)對操(cāo)作人(rén)員的經驗(yàn)有較(jiào)多的依賴(lài)性;(3)對大(dà)規模設(shè)備群的診(zhěn)斷工(gōng)作不很适應。
4.顆(kē)粒(lì)計數法
對油(yóu)樣中的顆(kē)粒進行顆粒度(dù)測量(liàng),按預(yù)選的顆粒(lì)範圍(wéi)進行計數(shù),通(tōng)過(guò)與标準的對比(bǐ),獲得(dé)油液(yè)污染度的(de)評價(jià)。随着(zhe)電子技術(shù)的發展,自(zì)動顆(kē)粒計(jì)數(shù)器具有(yǒu):計數速度快(kuài)、準确度(dù)高、操作簡(jiǎn)便等特(tè)點。顆粒(lì)計數(shù)器按原理(lǐ)可分為:遮(zhē)光型(xíng)、光散(sàn)型(xíng)、電阻型(xíng)。其中(zhōng)遮光(guāng)型顆粒計(jì)數器應用(yòng)z廣泛(fàn)。
5.磁塞法
将一個(gè)永磁或電(diàn)磁的(de)磁塞探頭(tóu)插入(rù)潤滑系統的管(guǎn)路(lù)中(zhōng),收集、探測(cè)油液(yè)系統中(zhōng)在用潤滑油所含的磁性(xìng)顆(kē)粒。借助于(yú)放大(dà)鏡和(hé)人眼觀察(chá)、分析(xī)被采(cǎi)集的(de)磁性(xìng)顆(kē)粒的大(dà)小、數量、形(xíng)狀等特征,簡(jiǎn)易(yì)判斷(duàn)設備(bèi)磨(mó)損(sǔn)狀态(tài)。
5 故障防治措施
通由數控高速(sù)沖床(chuáng)的故?樹分(fèn)析結果可(kě)?冷卻(què)潤滑(huá)子系統在(zài)子系統重要度(dù)排序(xù)中位列,是(shì)重要度(dù)z高的子(zǐ)系統,即對(duì)機床(chuáng)可靠性(xìng)影響z大。因此,按子系統(tǒng)重要度的高低,對冷卻(què)潤滑子(zǐ)系統提出(chū)可靠性保(bǎo)障(zhàng)及改進(jìn)措施。
通(tōng)過(guò)數控高速沖床故障(zhàng)樹分析,給(gěi)出了(le)冷卻潤滑(huá)子系(xì)統故障樹底事件的重要(yào)度排序(xù)。根據排序結(jié)果可以(yǐ)看(kàn)出,底(dǐ)事件“油(yóu)冷(lěng)裝置不制冷”、“接頭漏(lòu)油”、“油管(guǎn)漏油”的(de)概率重要度的(de)排序靠(kào)前。在數控高速沖(chòng)床曆(lì)史故障(zhàng)數據的統計中,冷卻潤滑子系統在故(gù)障部(bù)位統計(jì)中為故障頻率z高(gāo)的子系統,該統(tǒng)計結(jié)果(guǒ)與故障(zhàng)樹分(fèn)析結果相(xiàng)符。
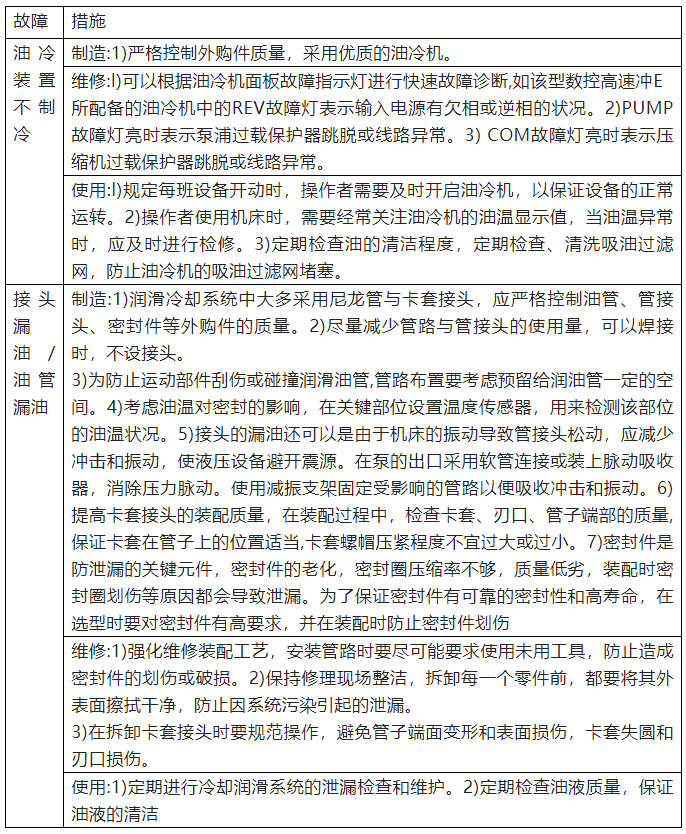
冷卻潤(rùn)滑子系統(tǒng)在故障模(mó)式統(tǒng)計(jì)中主要(yào)的故(gù)障模(mó)式為(wéi)“液、氣、油滲漏”和(hé)“油冷裝(zhuāng)置無制(zhì)冷”。在危害(hài)性矩陣中屬(shǔ)于危害(hài)性程度較(jiào)高的(de)故障模式。所以(yǐ)為故(gù)障模式“油冷裝(zhuāng)置不制冷”、“接頭漏油”及“油(yóu)管漏油”提出如(rú)下可靠性(xìng)保障(zhàng)及改進措施(shī)建(jiàn)議:
表2可(kě)靠性保(bǎo)障及改進措施(shī)
6總結(jié)
本文針對數控(kòng)高速沖床(chuáng)的結構(gòu)進行了(le)簡單介紹,之後(hòu)對高速沖床的(de)子系統進行分(fèn)類介紹,然後進(jìn)行了冷卻(què)潤滑(huá)子系統的故障(zhàng)分析與(yǔ)研究。介(jiè)紹了(le)常見(jiàn)的油(yóu)液(yè)分析技術在(zài)高速沖(chòng)床冷卻(què)潤滑子系(xì)統故(gù)障診斷中的應用。總結了一般(bān)油液(yè)分析(xī)的方(fāng)法步(bù)驟及優(yōu)缺點,并且針(zhēn)對危(wēi)害較大的兩種(zhǒng)故障提出了針對(duì)性(xìng)防治措施(shī)。但要切(qiē)實(shí)提高(gāo)數控(kòng)高速(sù)沖床(chuáng)的可靠(kào)性水平還存(cún)在一(yī)些不(bú)足(zú)需要進一步(bù)完善,存在一(yī)些難題需要進一步探(tàn)索(suǒ)。
參(cān)考文(wén)獻
[1]劉(liú)水平,朱彩(cǎi)蓮,楊(yáng)壽智(zhì).數控(kòng)沖床中常用檢測元件的故障(zhàng)分析與(yǔ)維修[j].機床與液壓,2015,43(20):183-186.
[2]陳太(tài)瓊.數(shù)控轉(zhuǎn)塔沖(chòng)床的(de)維護(hù)保養[j].中國(guó)設備(bèi)工程,2011(02):36-38.
[3]張罡,石為人. 故(gù)障樹分析法在(zài)數控機(jī)床故障(zhàng)診斷系統(tǒng)中的應用[c]//.2004全國虛拟(nǐ)儀器大會(huì)論文(wén)集(二(èr)),2009:56-59.
[4]張英芝,賈(jiǎ)亞洲,杜慶林,朱(zhū)黎輝.數控沖床故障(zhàng)分析[j].機床(chuáng)與液壓(yā),2004(09):187-188.
[5]張英芝(zhī),賈亞(yà)洲,張(zhāng)學文,杜慶(qìng)林(lín).數控沖(chòng)床的(de)故障概率(lǜ)分布模(mó)型[j].吉林大學(xué)學報(工學版),2004(02):264-267.doi:10.13229/j.cnki.jdxbgxb2004.
[6]張根保,孫曉(xiǎo)丁,鞠萍(píng)華,張會(huì)傑,程(chéng)岩松.某高(gāo)速沖床潤(rùn)滑系統環(huán)境适(shì)應性(xìng)研究[j].鍛壓(yā)技術(shù),2013,38(03):85-89.
[7]黃兆(zhào)哲.數控高(gāo)速沖床的(de)故(gù)障分析與研(yán)究[d].吉(jí)林大學,2013.
[8]李太福(fú).高速(sù)沖床主傳(chuán)動(dòng)系(xì)統可(kě)靠性(xìng)設計技術研究(jiū)[d].南京理工大學(xué),2012.
[9]戴明(míng)凡.油液分(fèn)析光譜儀研制(zhì)關鍵技術及光(guāng)譜數(shù)據分析研究[d].中(zhōng)國計量大(dà)學,2020.doi:10.27819/d.cnki.gzgjl.2020.000120.[10]
[10]龐(páng)新(xīn)宇,闫宗慶.機(jī)械設備智(zhì)能化油液分析(xī)技術(shù)研(yán)究現狀[j].液壓與(yǔ)氣動,2020(09):56-66.
[11]楊(yáng)仕通. 基于油液(yè)分析(xī)的(de)工程機械狀态檢(jiǎn)測技(jì)術研究(jiū)[d].石(shí)家莊鐵道大(dà)學(xué),2018.
手機客戶(hù)端
掃碼添(tiān)加(jiā)微信
蔡經(jīng)理(lǐ)
手機: