2023-04-28
數控機床的主(zhǔ)軸驅動系統也就是主(zhǔ)傳動系(xì)統,它(tā)的性(xìng)能直(zhí)接(jiē)決定(dìng)了加工工件的(de)表面質(zhì)量,它(tā)結構複雜(zá),機、電、氣聯(lián)動,故(gù)障率(lǜ)較高(gāo),它的(de)可靠性将直接(jiē)影響數控機床的安全和(hé)生産(chǎn)率。因此,在數控(kòng)機床(chuáng)的維(wéi)修和(hé)維護中(zhōng),主軸驅動系(xì)統(tǒng)顯得很(hěn)重要(yào)。 維(wéi)修(xiū)人員(yuán)根據維修(xiū)單,到(dào)現場進行故障(zhàng)詢(xún)問調查,确定(dìng)維修方案、拟定維修(xiū)工作(zuò)計劃(huà)、計劃工時(shí)和費(fèi)用;通(tōng)過查閱數(shù)控(kòng)機床plc的相關顯示(shì)界面(miàn)和電(diàn)路原理圖(tú)、數控(kòng)系統和就變頻(pín)器說明書(shū)等維(wéi)修(xiū)資料,分析故(gù)障原因;使(shǐ)用通用工(gōng)具及萬用(yòng)表,檢測(cè)判斷故障部(bù)位,在機床(chuáng)現場快速(sù)排除故障(zhàng),填寫維(wéi)修(xiū)記錄(lù)并交(jiāo)接驗收。
主(zhǔ)軸(zhóu)相(xiàng)關知識
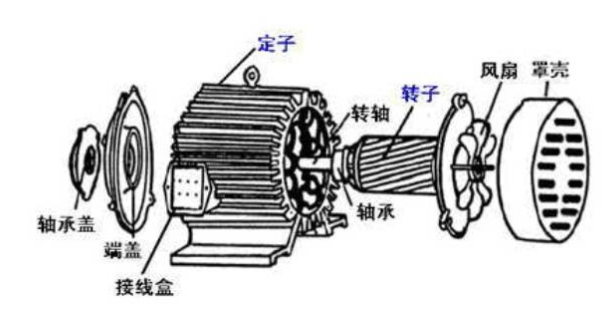
數控(kòng)機床主(zhǔ)軸(zhóu)驅動(dòng)系統是(shì)數控機床(chuáng)的大功率執行機構(gòu),其功能(néng)是接受數控(kòng)系統(cnc)的s碼(mǎ)速度指令(lìng)及m碼(mǎ)輔助功能(néng)指令(lìng),驅動主軸(zhóu)進行(háng)切削加工。它包括主軸(zhóu)驅動裝(zhuāng)置、主(zhǔ)軸電動機(jī)、主軸位置檢(jiǎn)測(cè)裝置(zhì)、傳動機構(gòu)及主軸(zhóu)。通常主(zhǔ)軸驅(qū)動被加工(gōng)工件旋轉(zhuǎn)的是(shì)車削加(jiā)工,所對(duì)應的(de)機床(chuáng)是車床類;主軸驅動(dòng)切削刀具旋轉的是銑削加工(gōng),所對應的機床(chuáng)是銑床類。
主軸(zhóu)系統(tǒng)分類(lèi)及特(tè)點
全(quán)功能(néng)數控(kòng)機(jī)床的主(zhǔ)傳動(dòng)系統大多采用(yòng)無級變速(sù)。目前(qián),無級(jí)變速系統根據(jù)控制方式(shì)的不(bú)同主要有(yǒu)變頻主軸系統(tǒng)和伺服主(zhǔ)軸系(xì)統兩種(zhǒng),一(yī)般采(cǎi)用直(zhí)流或交流(liú)主(zhǔ)軸電機,通過帶傳動帶(dài)動(dòng)主軸旋(xuán)轉,或(huò)通過帶傳(chuán)動和主軸(zhóu)箱内(nèi)的減速齒輪(以獲得更大(dà)的轉矩)帶(dài)動主軸旋轉。另(lìng)外根(gēn)據主軸速度控制信号的不同(tóng)可分為模拟量(liàng)控制的主軸驅(qū)動裝置和串行數字控(kòng)制的主(zhǔ)軸驅動裝(zhuāng)置兩類。模拟量控制(zhì)的的主軸(zhóu)驅動裝置采用變頻(pín)器實(shí)現主軸電(diàn)動機控(kòng)制,有通(tōng)用變頻器(qì)控制(zhì)通用(yòng)電機和專(zhuān)用變頻器(qì)控制專用(yòng)電機兩種(zhǒng)形式。目前大部分的(de)經濟(jì)型機(jī)床均采用數(shù)控(kòng)系統(tǒng)模拟(nǐ)量輸(shū)出+變(biàn)頻器+感應(yīng)(異步)電機的形式,性價(jià)比很高(gāo),這時也(yě)可(kě)以将(jiāng)模拟主軸(zhóu)稱為(wéi)變頻主軸。串行(háng)主軸驅(qū)動裝置一般由(yóu)各數控(kòng)公司自行(háng)研制(zhì)并生産,如西門(mén)子公司的(de)611系列,日本(běn)發那克公(gōng)司的α系列等。
1、普(pǔ)通籠型異步電(diàn)動機配(pèi)齒(chǐ)輪變速箱(xiāng)

這是z經濟(jì)的一種方(fāng)法主軸配置(zhì)方式,但(dàn)隻能(néng)實現有級(jí)調速,由于電動(dòng)機始終(zhōng)工(gōng)作在(zài)額定(dìng)轉速下,經(jīng)齒輪減速後,在主軸(zhóu)低速下(xià)輸(shū)出力(lì)矩大(dà),重切削能力強,非常(cháng)适合粗加工和半精加工的要(yào)求。如(rú)果加(jiā)工(gōng)産(chǎn)品比較單一,對(duì)主軸轉速沒有(yǒu)太高(gāo)的要(yào)求,配(pèi)置(zhì)在數控機床(chuáng)上也能(néng)起到很(hěn)好的效果;它的(de)缺點是(shì)噪音比(bǐ)較大(dà),由于電機工(gōng)作(zuò)在工頻下(xià),主軸轉速範圍不大,不适合有(yǒu)色金屬(shǔ)和(hé)需要頻繁變(biàn)換(huàn)主軸(zhóu)速度的加工場合。
2、普(pǔ)通籠型異(yì)步電動(dòng)機(jī)配簡(jiǎn)易型變頻(pín)器
可(kě)以實現主軸的(de)無級調速,主軸(zhóu)電動機隻(zhī)有工(gōng)作在約500轉/分鐘(zhōng)以上(shàng)才能有比(bǐ)較滿意的力矩輸出,否則(zé),特别(bié)是車床很容(róng)易(yì)出現堵轉的情況,一般會采用(yòng)兩擋(dǎng)齒輪或皮帶變速,但主軸(zhóu)仍然隻能工作(zuò)在中高速範圍(wéi),另外因為受到(dào)普通(tōng)電動機z高(gāo)轉速(sù)的限制,主軸的轉速範圍(wéi)受到較大(dà)的限(xiàn)制。
這種方(fāng)案适(shì)用于需要(yào)無級(jí)調速但(dàn)對低速(sù)和高速都不(bú)要(yào)求的(de)場合,例如(rú)數控鑽(zuàn)銑(xǐ)床。國(guó)内生(shēng)産(chǎn)的簡易(yì)型變頻器較多(duō)。
3、通籠型(xíng)異(yì)步電(diàn)動機配通(tōng)用變頻器

目前進口(kǒu)的通用變頻器,除了具有u/f曲線(xiàn)調節,一般(bān)還具(jù)有無反(fǎn)饋矢量(liàng)控制功能,會對電動機的低速(sù)特(tè)性有所(suǒ)改善(shàn),配合兩級齒輪(lún)變速,基本上可(kě)以滿(mǎn)足車床低(dī)速(100—200轉/分鐘)小加工餘量的(de)加工(gōng),但同樣受z高電動機速(sù)度(dù)的限(xiàn)制。這是目(mù)前經(jīng)濟型(xíng)數(shù)控(kòng)機床(chuáng)比(bǐ)較常(cháng)用的主軸驅動系統。
4、專用變(biàn)頻電(diàn)動機配通(tōng)用(yòng)變(biàn)頻器(qì)

一般(bān)采用有反(fǎn)饋矢量控制,低(dī)速甚(shèn)至零(líng)速時(shí)都可以有較大的力矩輸出,有些還(hái)具有定向(xiàng)甚至分度進給的功(gōng)能,是非常(cháng)有競争(zhēng)力的産品。以先(xiān)馬ypnc系列變頻(pín)電動(dòng)機為例,電壓:三相200v、220v、380v、400v可(kě)選;輸出功(gōng)率(lǜ):1.5-18.5kw;變(biàn)頻範(fàn)圍2-200hz;(z高(gāo)轉速(sù)r/min);30min150%過載(zǎi)能力(lì);支持(chí)v/f控制(zhì)、v/f+pg(編碼器)控(kòng)制、無(wú)pg矢量控制(zhì)、有pg矢量控制。提(tí)供通用變(biàn)頻器(qì)的廠(chǎng)家(jiā)以國外(wài)公司為主(zhǔ),如:西(xī)門(mén)子、安川、富士(shì)、三菱、日立等。
中(zhōng)檔數控機床主(zhǔ)要采用這種方案,主軸傳(chuán)動兩(liǎng)擋變速甚至僅(jǐn)一擋即(jí)可實現(xiàn)轉速(sù)在(zài)100—200r/min左右時(shí)車、銑的重力切削。一些有定向功能(néng)的還可以(yǐ)應用與(yǔ)要(yào)求精镗加工的(de)數控(kòng)镗銑(xǐ)床,若應用(yòng)在加(jiā)工中心上,還不很(hěn)理(lǐ)想,必(bì)須采(cǎi)用其他輔助機構完(wán)成定向換刀(dāo)的功能(néng),而且也不能達(dá)到剛性攻絲的(de)要求。
安裝電(diàn)主(zhǔ)軸的機床主要(yào)用于精(jīng)加(jiā)工和(hé)高速(sù)加工,例如(rú)高速精密(mì)加工(gōng)中心(xīn)。另(lìng)外(wài),在雕(diāo)刻機和有(yǒu)色金屬以及(jí)非金屬材料加工機床(chuáng)上(shàng)應(yīng)用較多,這(zhè)些機(jī)床由(yóu)于隻對主(zhǔ)軸高(gāo)轉速(sù)有要求(qiú),因此,往往不用主軸驅(qū)動器。
就(jiù)電氣控制而言,機(jī)床主(zhǔ)軸的(de)控制(zhì)是有(yǒu)别于機床伺服(fú)軸的(de)。一般情況下,機(jī)床(chuáng)主(zhǔ)軸的(de)控制系統為(wéi)速(sù)度控(kòng)制系統,而(ér)機床伺服軸的(de)控制(zhì)系(xì)統為位(wèi)置(zhì)控制系(xì)統。換句話說,主軸(zhóu)編(biān)碼器(qì)一(yī)般情況下不是用于位(wèi)置反(fǎn)饋的(也不(bú)是用于速度反(fǎn)饋的),而僅作為(wéi)速度(dù)測量元件(jiàn)使用,從主(zhǔ)軸編碼器上(shàng)所獲取(qǔ)的數據,一般有兩個用途,其一(yī)是用于主(zhǔ)軸轉速顯(xiǎn)示;其二是(shì)用于(yú)主軸與伺服軸(zhóu)配合運行(háng)的場合(如螺紋(wén)切削加工,恒線(xiàn)速加工(gōng),g95轉(zhuǎn)進給(gěi)等)。
(來(lái)源:大牛數控技術)
掃(sǎo)碼添加微信
蔡(cài)經理
手機: