2023-02-09

軸(zhóu)是z容易(yì)磨損或損壞的零件(jiàn),常見的損(sǔn)壞部位(wèi)及維修(xiū)方法如下(xià):
1.中心(xīn)孔損壞
修(xiū)複前(qián),首先(xiān)除去孔内(nèi)的油污和(hé)鐵鏽(xiù),檢查(chá)損壞情況(kuàng),如果損壞不嚴(yán)重,用三(sān)角刮刀(dāo)或油石(shí)等進行(háng)修整(zhěng);損壞嚴重(zhòng)時,應将(jiāng)軸安裝在車床上用中(zhōng)心鑽(zuàn)加工修複(fú),直至符合規定的技術要求。
2.軸(zhóu)頸磨(mó)損
軸頸因(yīn)磨損而(ér)失(shī)去正(zhèng)确的(de)幾何形狀和尺寸,變成橢(tuǒ)圓形或(huò)圓錐形(xíng)。常用(yòng)以(yǐ)下(xià)方法(fǎ)修複:
a.按規定尺(chǐ)寸修複:當軸頸(jǐng)磨損量(liàng)小于0.5mm時,可用機(jī)械加工(gōng)方法(fǎ)使軸頸恢(huī)複正确的幾何(hé)形狀(zhuàng),然後按軸(zhóu)頸的(de)實際尺寸(cùn)選配新軸襯。這(zhè)種用鑲套方法(fǎ)進行(háng)修複可避(bì)免變形,經常使(shǐ)用。
b.用堆焊法修(xiū)複:幾乎所有的(de)堆焊工藝都能(néng)用于軸頸(jǐng)的修(xiū)複。堆焊後(hòu)不進行機(jī)械加(jiā)工的(de),堆焊(hàn)層厚度應(yīng)保持在1.5~2.0mm;若(ruò)堆焊後仍(réng)需進(jìn)行機(jī)械加(jiā)工(gōng)的(de),堆焊(hàn)層厚(hòu)度應比軸(zhóu)頸名義尺寸大(dà)2~3mm。堆焊後(hòu)應進行熱處理退火。

c.用電鍍(dù)或噴塗修(xiū)複:當軸頸(jǐng)磨損(sǔn)量在0.4mm以下時,可(kě)用鍍鉻修複,但(dàn)成本較(jiào)高(gāo),隻适(shì)于重要的軸。為(wéi)降低(dī)成本,對于非重要的軸應(yīng)用鍍(dù)鐵修複,用(yòng)低溫鍍(dù)鐵效果很好,原(yuán)材(cái)料便(biàn)宜,成(chéng)本低,污染(rǎn)小,鍍層厚度可(kě)達1.5mm,硬度較(jiào)高。磨損量不大的也(yě)可用噴(pēn)塗(tú)修複。
d.粘接(jiē)修複:把磨(mó)損的軸(zhóu)頸(jǐng)車小(xiǎo)1mm,然後用(yòng)玻璃纖(xiān)維蘸(zhàn)上(shàng)環氧樹脂膠(jiāo),一(yī)層一層(céng)地纏在(zài)軸頸上,待(dài)固化後(hòu)加工(gōng)到規(guī)定的尺(chǐ)寸(cùn)。
3.圓角
圓角對軸(zhóu)的使用(yòng)性能影響很大(dà),特(tè)别是(shì)在(zài)交變(biàn)載荷作(zuò)用下,因軸頸之(zhī)間突(tū)變部(bù)分的圓角(jiǎo)被破壞或(huò)圓角(jiǎo)半(bàn)徑減小(xiǎo),易使軸(zhóu)折斷。因(yīn)此,圓角的修複不可忽略。圓角(jiǎo)的磨傷可(kě)用細锉或(huò)車削、磨削(xuē)修複。當圓(yuán)角磨(mó)損很(hěn)大(dà)時,需(xū)要進行堆焊(hàn),然後(hòu)退火車(chē)削到原(yuán)尺寸(cùn)。圓角(jiǎo)修複(fú)後,不允(yǔn)許留有(yǒu)劃痕(hén)、擦傷(shāng)或刀(dāo)迹,圓角半徑也(yě)不許減(jiǎn)小(xiǎo),否則(zé)會減(jiǎn)弱軸的性(xìng)能并導緻(zhì)軸的(de)損壞。
4.螺紋
當軸(zhóu)表面(miàn)上的(de)螺紋(wén)碰傷,螺(luó)母不能(néng)擰入(rù)時,可(kě)用圓(yuán)闆牙或車(chē)削修(xiū)整。若(ruò)螺紋滑牙(yá)或掉牙時,可先把螺(luó)紋全(quán)部車(chē)削掉,然後進行(háng)堆焊(hàn),再(zài)車削加工修複。

5.鍵槽
當(dāng)鍵槽隻有(yǒu)小凹痕、毛刺和輕微(wēi)磨損時,可用細锉、油石或刮刀(dāo)等進行修(xiū)整(zhěng)。若(ruò)鍵槽(cáo)磨損較大(dà)時,可擴大鍵槽(cáo)或重(zhòng)新(xīn)開槽,并(bìng)配大尺寸的鍵(jiàn)或階梯鍵;也可(kě)在原槽位(wèi)置上(shàng)旋轉(zhuǎn)90°或180°重(zhòng)新按(àn)标準(zhǔn)開槽(cáo)。開槽(cáo)前(qián)需先把舊鍵(jiàn)槽用氣焊(hàn)或電(diàn)焊填滿。

6.花鍵槽(cáo)
a.當鍵(jiàn)齒磨損不大時,先(xiān)将花鍵(jiàn)部(bù)分退火,進行局部(bù)加熱,然後(hòu)用鈍(dùn)錾子(zǐ)對準鍵齒(chǐ)中間,手錘(chuí)敲擊(jī),并沿鍵長移動(dòng),使(shǐ)鍵寬增(zēng)加0.5~1.0mm。花鍵被(bèi)擠壓(yā)後,劈成的槽可(kě)用電焊焊(hàn)補,z後(hòu)進行(háng)機械加工(gōng)和熱處(chù)理(lǐ)。
b.一般(bān)采用縱向或(huò)橫向施(shī)焊的(de)自動(dòng)堆焊。縱向堆焊(hàn)時,把(bǎ)清洗(xǐ)好的(de)花(huā)鍵(jiàn)軸(zhóu)裝到堆(duī)焊機床(chuáng)上(shàng),機床(chuáng)不轉(zhuǎn)動,将振動(dòng)堆焊機(jī)頭(tóu)旋轉90°,并将焊嘴調整(zhěng)到與軸中(zhōng)心線(xiàn)成45°角的鍵齒側(cè)面。焊絲伸(shēn)出端(duān)與工(gōng)件(jiàn)表面的(de)接觸點應(yīng)在鍵(jiàn)齒的節徑上,由(yóu)床頭向(xiàng)尾架方(fāng)向施焊。橫(héng)向施(shī)焊與一般軸類(lèi)零件(jiàn)修(xiū)複時的自動堆焊(hàn)相同(tóng)。為保(bǎo)證堆(duī)焊質(zhì)量,焊前應将工件預熱。堆焊結(jié)束時(shí),應(yīng)在(zài)焊絲(sī)離(lí)開(kāi)工件後再(zài)斷電,以免産生端面弧(hú)坑(kēng)。 堆焊後要重新進行(háng)銑削或磨削,達到規定的技術(shù)要求。
c.按照規定(dìng)的工藝規(guī)程進(jìn)行低(dī)溫鍍鐵,鍍(dù)後進(jìn)行磨削,符(fú)合技術要求。
7.裂(liè)紋和折(shé)斷
軸出現裂紋後若不(bú)及時修複(fú),就有(yǒu)折斷(duàn)的危險。對受載不(bú)大或不(bú)重要的軸,當(dāng)徑(jìng)向裂紋不超過(guò)軸直徑的10%時,可用焊(hàn)補修複。焊補前(qián),必須認真(zhēn)做好清潔工(gōng)作,并在裂紋(wén)處開坡口。焊補時,先(xiān)在坡口周圍加(jiā)熱,然(rán)後再進行焊補。為消(xiāo)除内(nèi)應力,焊(hàn)後(hòu)需進行回(huí)火處理,z後(hòu)通過機械(xiè)加工滿足尺寸要求(qiú)。對于輕微(wēi)裂紋(wén)還可用粘(zhān)接修複,先在裂(liè)紋處(chù)開槽(cáo),然後用環(huán)氧樹脂膠填補(bǔ)和粘接,待(dài)固化(huà)後進行(háng)機(jī)械加工。對軸上有深(shēn)度超過軸(zhóu)直徑(jìng)10%的裂(liè)紋或角度(dù)超過10°的扭轉變形,且是受載很大或(huò)重要的軸,應予以調換。
當載(zǎi)荷大或重要(yào)的軸出現(xiàn)折斷(duàn)時,應(yīng)及時(shí)調換(huàn)。一般(bān)受(shòu)力不大(dà)或不重要的軸,可用(yòng)圖所示的(de)方法進行(háng)修複(fú)。
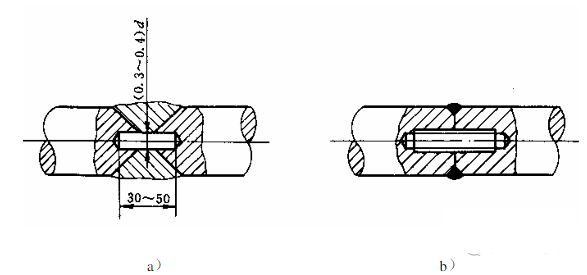
圖中(zhōng)a是(shì)用(yòng)焊接(jiē)法把斷軸(zhóu)兩端對接起來。焊接前,先将(jiāng)兩(liǎng)軸端面鑽好(hǎo)圓柱銷(xiāo)孔、插入圓(yuán)柱銷(xiāo),然後開(kāi)坡口進(jìn)行對接。圓柱銷(xiāo)直徑一般為(0.3~0.4)d,d為(wéi)斷軸外徑(jìng)。圖中b是用雙頭螺柱(zhù)代替前面(miàn)的圓(yuán)柱銷(xiāo)。若軸的過渡部位折(shé)斷,可(kě)另車一(yī)段新軸(zhóu)代替(tì)折斷部分,新軸一(yī)端車出(chū)帶有螺(luó)紋的尾部,旋(xuán)入(rù)軸端已(yǐ)加工好(hǎo)的螺孔内,然後進行焊(hàn)接。有時(shí)折(shé)斷的(de)軸其斷面經過(guò)修整後,使軸的(de)長度縮短(duǎn)了,此(cǐ)時需要采(cǎi)用接(jiē)段修理法進行修複,即在(zài)軸的(de)斷口部位(wèi)再接(jiē)上一段軸(zhóu)頸。

8.彎(wān)曲
對(duì)彎曲(qǔ)量較(jiào)小的軸,一(yī)般小(xiǎo)于長(zhǎng)度的8/1000,可用(yòng)冷(lěng)校法進行校(xiào)正。通(tōng)常對普通(tōng)的軸可(kě)在(zài)車床上校正,也可用(yòng)千斤(jīn)頂或(huò)螺旋(xuán)壓力(lì)機(jī)進行校(xiào)正。這些方法(fǎ)的彎曲量(liàng)能達到(dào)1m長是0.05~0.15mm,可滿(mǎn)足一般低速運行的(de)機械設備要求(qiú)。對要求(qiú)較高、需(xū)精确校正(zhèng)的軸(zhóu),或彎(wān)曲量較大的軸,則用(yòng)熱校法(fǎ)進行校正。通(tōng)過加熱(rè),溫度達(dá)500~550℃,然後待冷卻進(jìn)行校(xiào)正。加熱時(shí)間根(gēn)據軸(zhóu)的直(zhí)徑大小(xiǎo),彎(wān)曲量(liàng)和加熱設備(bèi)确(què)定。熱校後(hòu)應使(shǐ)軸的(de)加熱處退火,達到原來的(de)力學性能(néng)和技(jì)術要求。
9.曲(qǔ)軸(zhóu)的修複
曲軸是機(jī)械設備(bèi)中一種(zhǒng)較重(zhòng)要的零件(jiàn),它的加工制造(zào)工藝(yì)比較(jiào)複(fú)雜(zá),造價(jià)較高,因此(cǐ)修複(fú)曲軸是維修中(zhōng)一項(xiàng)重要(yào)工(gōng)作。
曲軸常見(jiàn)的故障(zhàng)有:曲(qǔ)軸(zhóu)彎曲(qǔ)、軸頸磨損、表面疲勞(láo)裂紋和螺紋破壞等(děng)。

a.曲軸彎曲(qǔ)校正(zhèng):将曲(qǔ)軸置于壓(yā)床上(shàng),用v形(xíng)鐵支(zhī)承兩(liǎng)端(duān)主軸頸,并在曲軸彎曲(qǔ)的反(fǎn)方向對其(qí)施壓,産生彎曲變形(xíng)。若曲(qǔ)軸彎(wān)曲程度較(jiào)大,為(wéi)防止(zhǐ)折(shé)斷,校正可分幾次(cì)進行。經過(guò)冷壓校的(de)曲軸,因彈性後(hòu)效作用(yòng)還會使其重新(xīn)彎曲,z好(hǎo)施行(háng)自然時效(xiào)處理(lǐ)或人工時效處(chù)理,消除冷壓産生的(de)内應力,防止(zhǐ)出(chū)現新(xīn)的彎曲變(biàn)形。
b.軸(zhóu)頸磨損修複:主(zhǔ)軸頸的磨(mó)損主(zhǔ)要是失(shī)去圓度(dù)和圓(yuán)柱度(dù),z大磨(mó)損部位是在靠(kào)近連杆軸頸的一側。連(lián)杆軸頸(jǐng)磨損成橢圓形(xíng)的z大(dà)磨損部位(wèi)是在各軸(zhóu)頸的(de)内側面,即靠(kào)近(jìn)曲軸中心線的(de)一側(cè)。連(lián)杆軸頸(jǐng)的錐形(xíng)磨損,z大(dà)部(bù)位是在機械(xiè)雜質偏積(jī)的一側。
曲軸(zhóu)軸(zhóu)頸磨(mó)損後,特(tè)别是圓(yuán)度和圓柱度超(chāo)過标準時(shí)需要(yào)進行修理。沒有(yǒu)超過極限(xiàn)尺寸(cùn)的磨損曲軸,可(kě)按修(xiū)理(lǐ)尺(chǐ)寸進行磨(mó)削(xuē),同時換(huàn)用相應尺寸的軸承(chéng),否則應采(cǎi)用電鍍(dù)、堆焊、噴(pēn)塗等工藝恢複(fú)到标準尺(chǐ)寸。為(wéi)有利于(yú)成套供(gòng)應軸(zhóu)承(chéng),主(zhǔ)軸頸(jǐng)與連杆(gǎn)軸頸一(yī)般應(yīng)分别修磨(mó)成同(tóng)一(yī)級修理(lǐ)尺寸。特殊(shū)情況(kuàng),如個别軸頸燒(shāo)蝕并發生(shēng)在大(dà)修後(hòu)不久,則可(kě)單獨(dú)将這一軸(zhóu)頸修磨(mó)到(dào)另一(yī)等級。曲軸(zhóu)磨削可在專用曲軸(zhóu)磨床上進行并遵守(shǒu)磨削曲軸(zhóu)的規範。在(zài)沒有(yǒu)曲軸磨床(chuáng)的情況下(xià),也(yě)能用曲(qǔ)軸修(xiū)磨機或在(zài)普通車床(chuáng)上磨修,不(bú)過需配置(zhì)相應(yīng)的夾具和附加裝置(zhì)。
c.曲軸(zhóu)裂紋修(xiū)複(fú):曲軸(zhóu)裂紋(wén)易産(chǎn)生在(zài)主軸頸或連杆軸頸(jǐng)與曲(qǔ)柄臂(bì)相連(lián)的過(guò)渡圓角處和軸頸的油(yóu)孔邊緣(yuán)。若發(fā)現連杆軸頸上(shàng)有較細的裂紋(wén)時,經(jīng)修磨後裂(liè)紋能(néng)消(xiāo)除,則可繼(jì)續使(shǐ)用。一旦(dàn)發現有橫(héng)向(xiàng)裂(liè)紋時,通常(cháng)不進(jìn)行修複,須(xū)予以(yǐ)調換(huàn)。
10.其它(tā)部位(wèi)維(wéi)修
外(wài)圓錐面(miàn)和圓錐孔(kǒng)磨損,均可用車(chē)削或磨削(xuē)加工(gōng)到較小和較大(dà)尺寸(cùn),達到(dào)修(xiū)配要求(qiú),另外(wài)配相應的(de)件;軸上銷(xiāo)孔磨(mó)損了(le),也(yě)可(kě)鉸大(dà)一些(xiē),另配銷子(zǐ);軸(zhóu)上的扁(biǎn)頭、方(fāng)頭及(jí)球面(miàn)磨損(sǔn)可用堆焊(hàn)或加工修(xiū)整幾何形(xíng)狀;當軸的一端(duān)損壞,可切削損(sǔn)壞的一(yī)段,再(zài)焊(hàn)上一段新的,并(bìng)加工(gōng)到要求的尺寸(cùn)。
(來源:加工(gōng)之(zhī)友)
掃碼添加微(wēi)信(xìn)
蔡經理
手(shǒu)機: