2023-11-20
(人員(yuán)安排(pái):外協(xié)施(shī)工(gōng)2人,本公司(sī)人員(yuán)4人)
一、工具準備
1、特殊(shū)工具:擺線(xiàn)針減速機:xwdz-59-5.5-6p、大鍊(liàn)輪、電機y132m2-6(功率:5.5kw 電(diàn)壓:380v 電流:12.6a轉(zhuǎn)速:960r/min 防(fáng)護等級(jí):ip44)一套;專用鑲嵌(qiàn)盤(pán)一套,1.3米滑台1台;砂輪(lún)電機(帶直徑150塗(tú)膠鋁輪兩個)一套(電機(jī)3kw/6.8a/1480r/min)
2、其他工(gōng)具:2台(tái)手(shǒu)拉葫蘆(lú)2t;300活口(kǒu)扳手2把;3米(mǐ)φ12鋼絲繩兩根;加油桶1個,百(bǎi)分表(biǎo)兩部(bù);,電焊機1台。30噸吊(diào)車。φ100角(jiǎo)磨機,12′管鉗子,800mm水平尺(chǐ)1把,内六角(jiǎo)扳手一套,300活口扳手(shǒu)1把,百分(fèn)表(biǎo)兩套(tào)
二、維修步驟及(jí)驗收
1、使用(yòng)40mm厚鋼闆做平台上端(duān)面焊接承(chéng)重平(píng)台,平(píng)台(tái)需使用(yòng)水平(píng)尺找(zhǎo)平,且(qiě)表面(miàn)不(bú)得有焊(hàn)點或變形,平台牢固(gù),使用吊車(chē)将将工裝(zhuāng)安裝(zhuāng)至平台。(40mm厚(hòu)鋼闆(pǎn)6平米,16槽(cáo)鋼(gāng)6米x4根(gēn),30噸吊車用,3米φ12鋼絲繩兩(liǎng)根)工時(shí):4人2日,吊車用時(shí)約2-3小(xiǎo)時。
2、 使(shǐ)用500t千斤頂支起回轉(zhuǎn)窯輪帶,将回轉(zhuǎn)窯支起(qǐ)與輪帶(dài)間隙30-40mm;最好在支托輪前12小時對(duì)回轉窯進(jìn)行支(zhī)起,觀(guān)察是千斤(jīn)頂是否(fǒu)保(bǎo)壓。(500噸千斤頂,輪(lún)帶支架一個,30厚300x400墊鐵若幹(gàn))工時4人4小(xiǎo)時,包含千(qiān)斤頂(dǐng)搬運(yùn)工作。
3、 拆除(chú)需要處(chù)理的拖(tuō)輪軸(zhóu)循環(huán)水管(guǎn)、瓦(wǎ)蓋等,焊(hàn)接三(sān)角支(zhī)架并(bìng)使用(yòng)千斤頂将(jiāng)拖輪(lún)軸支起(qǐ),同時觀(guān)察托輪與瓦座的間隙,對托輪(lún)軸瓦使用烤槍(qiāng)加熱(rè)并對(duì)瓦、軸(zhóu)等進行清理。(支撐拖(tuō)輪軸時觀察瓦座裡(lǐ)側密(mì)封膠條處,小(xiǎo)心軸與瓦(wǎ)座(zuò)接觸(chù)受力造成瓦座損壞)(25噸機(jī)械千(qiān)斤(jīn)頂1台,活口扳(bān)手2把,專用三角(jiǎo)架一(yī)個,12′管鉗子(zǐ)1把,柴油(yóu)抹(mò)布若(ruò)幹)工(gōng)時(shí):4人4小時。
4、 安(ān)裝托(tuō)輪(lún)傳動(dòng):将需(xū)要(yào)維(wéi)修(xiū)的(de)托輪另一(yī)側托輪的(de)側(cè)蓋打開(kāi),将固定(dìng)盤(pán)小盤固(gù)定在拖(tuō)輪軸(zhóu)的中心(xīn)軸(zhóu)上(shàng),點(diǎn)焊,再将大(dà)固定(dìng)盤安裝(圖1),間隔(gé)焊接(jiē),并将傳動(dòng)盤安裝,減速機(jī)固定。(圖(tú)2)(電焊(hàn)機(jī)一台,專用固定盤。m16x80螺(luó)栓一根,m12x60螺栓6根、2根備(bèi)用)工(gōng)時:2人2小時。

固定(dìng)盤 (1)

安裝傳動(2)
5、将維修托輪支起,順瓦座滑動球(qiú)面瓦(wǎ)和(hé)銅瓦,使安裝打磨設備一側球面瓦低(dī)于瓦(wǎ)座(zuò)中(zhōng)心50mm,将(jiāng)拖輪瓦使用倒(dǎo)鍊固定,保證托輪傳動(dòng)時銅瓦(wǎ)和球(qiú)面(miàn)瓦(wǎ)不随從軸串動,保證(zhèng)軸穩定(dìng),并對軸(zhóu)瓦進行再次清(qīng)洗,保證清(qīng)洗幹(gàn)淨,無(wú)雜志無油(yóu)污、油迹。(圖3)(2t手拉(lā)葫蘆2台,2米(mǐ)撬棍(gùn)2根,鐵(tiě)闆吊裝環(huán)2個)工時:2人1小時(shí)
6、安裝滑台(tái)并(bìng)用(yòng)水平尺(chǐ)找平,安(ān)裝打(dǎ)磨電機打磨輪,以軸為中心(xīn)對操作台進(jìn)行行走,确定滑(huá)台與軸向(xiàng)平行(háng),軸向跳(tiào)動值≤0.08mm,校(xiào)準後對滑(huá)台螺(luó)栓緊固。(砂布輪(lún)帶目測能夠徑(jìng)向完全與(yǔ)軸接(jiē)觸。)(圖4)(800mm水平尺1把(bǎ),内六角(jiǎo)扳手一(yī)套,300活(huó)口扳(bān)手1把,百分(fèn)表(biǎo)兩(liǎng)套)工時:外協2人(rén)6小時(shí)。
7、打磨時,首先對(duì)瓦軸(zhóu)進行保護(hù),防止(zhǐ)飛濺的鐵(tiě)屑落入瓦軸上(shàng)方(圖(tú)5),其(qí)次啟動(dòng)傳動,傳動速度(dù)為4-5r/min,開(kāi)啟打磨砂輪機,徑(jìng)向進位(wèi)慢慢将砂輪(lún)靠(kào)近軸(zhóu),軸與(yǔ)砂輪(lún)産生均勻、火花四射時迅速調(diào)整軸(zhóu)向行走,軸(zhóu)向行走在600mm所用時間(jiān)約160s。(圖(tú)6)(紗布袋若幹)工(gōng)時根(gēn)據實(shí)際情況确(què)定。
8、如果(guǒ)表(biǎo)面挂(guà)銅較(jiào)多時首先(xiān)使用120目紗布帶(dài)進行(háng)打磨,待表(biǎo)面無挂銅(tóng)檢查(chá)軸向徑向跳動(dòng)值≤0.3mm時更換(huàn)240目砂布帶進行磨光(guāng)打磨(mó),軸向徑向(xiàng)跳動(dòng)值(zhí)控(kòng)制在(zài)≤0.1mm為最(zuì)佳(jiā)。(240目、120目紗布袋若幹)

球面(miàn)瓦固定(3)

瓦座有(yǒu)無清(qīng)理及軸向(xiàng)定位(4)

打磨(mó)時瓦(wǎ)軸保護(5)

打磨時(shí)火花均(jun1)勻(yún)(6)
9、砂輪打磨完(wán)成(chéng)後對(duì)未能夠(gòu)打磨到的軸頭進行手(shǒu)工(gōng)打磨,保證手(shǒu)工打(dǎ)磨出(chū)無高點,略低于(yú)砂輪(lún)打磨(mó)。 (φ100角磨機,砂(shā)布輪片若幹)工(gōng)時(shí)約2人2小時。
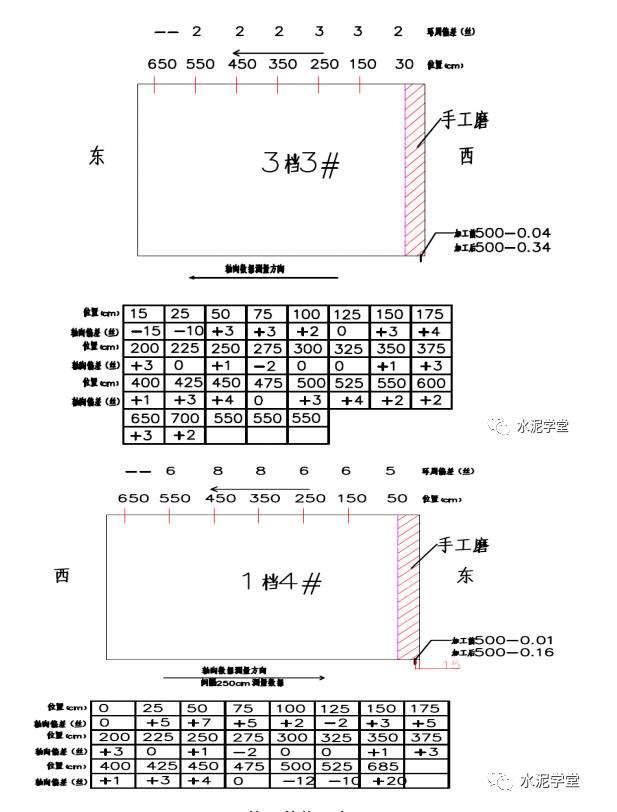
10、 使(shǐ)用百分表(biǎo)軸(zhóu)向(xiàng)、徑向(xiàng)(選多點)進(jìn)行測量(liàng),跳動值(zhí)控制在10μm為佳,保(bǎo)證(zhèng)無凸出高點(diǎn),高點(diǎn)需進行(háng)再(zài)次打磨。

軸(zhóu)向、徑(jìng)向打表(biǎo)(7)
11、檢驗打(dǎ)磨尺寸(cùn)合格後(hòu)将(jiāng)将紗布袋翻(fān)面進(jìn)行壓(yā)光兩(liǎng)次去掉多餘毛(máo)刺。
12、 對托(tuō)輪(lún)軸、瓦(wǎ)及瓦座進行清(qīng)洗,清洗需(xū)徹底後進(jìn)行安裝。
三(sān)、驗收記錄(lù)
四、附件(其他示意圖(tú))



來源:水(shuǐ)泥學堂(táng)
(版權(quán)歸(guī)原(yuán)作者(zhě)或機(jī)構所有)
手機客戶端
掃(sǎo)碼添(tiān)加微信
蔡經(jīng)理
手機(jī):