2023-08-25
作者:盧永清,吳(wú)春東,趙丁(dīng),李錦(jǐn)
(河北鋼鐵股份有限公司)
來源(yuán):《軸(zhóu)承(chéng)》
(版(bǎn)權(quán)歸原(yuán)作者(zhě)或機構所(suǒ)有)
摘 要:分(fèn)析了(le)高速線材生産(chǎn)線粗中軋機軋輥軸承過(guò)早失(shī)效的原因,對軋(zhá)輥軸(zhóu)承的安裝、密封、潤滑、清洗(xǐ)和檢(jiǎn)查等方面(miàn)提出(chū)了(le)相應的(de)技術改進措施(shī)。
關鍵詞;軋輥軸承;失效分析;裝(zhuāng)配;密(mì)封
某(mǒu)公司(sī)高速線材生産(chǎn)線的粗中軋區(qū)軋機平立交替(tì)布置。粗中軋區軋輥軸承由于(yú)工作環境惡劣,承受載荷(hé)較高(gāo),工作(zuò)溫度較高,所受沖擊(jī)頻繁(fán),因而時(shí)常(cháng)出現(xiàn)過早失效,甚至(zhì)軋輥、軸承座報(bào)廢。這(zhè)不僅影響(xiǎng)生産效率,還大(dà)大增加了備件(jiàn)消耗,緻使企業生産成本上升(shēng)。為了減少(shǎo)軋輥軸承的過早失(shī)效,對(duì)軋輥軸承的裝配、使用、維(wéi)護等進行(háng)分(fèn)析(xī)。
1 原因分析
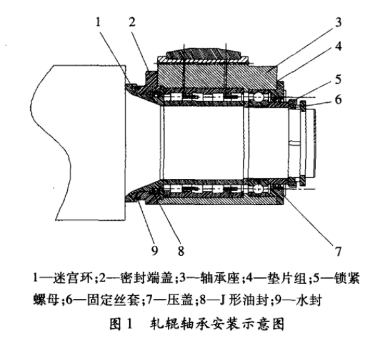
軸承(chéng)鋼高速線材粗(cū)中軋(zhá)機組(zǔ)選用(yòng)fc6490240四(sì)列圓柱(zhù)滾子(zǐ)軸承(chéng)和764h深溝球軸承,其安裝示(shì)意圖如圖1所示。
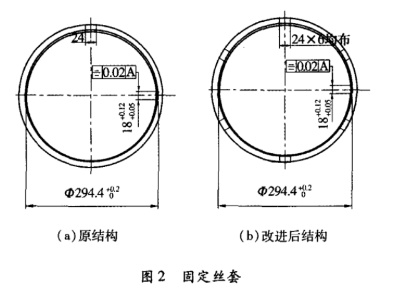
軸承(chéng)的遊隙決(jué)定(dìng)了軸承工作(zuò)承載區的(de)大(dà)小(xiǎo),遊隙太大(dà)會導(dǎo)緻軸承(chéng)工(gōng)作承(chéng)載區偏小(xiǎo),即承(chéng)載的滾子(zǐ)數量較少(shǎo),導(dǎo)緻(zhì)軸承(chéng)壽命(mìng)降低(dī)[1]。在裝配過(guò)程中,由于(yú)固定(dìng)絲(sī)套設計(jì)的(de)缺(quē)陷(圖2a),經常(cháng)發生鎖(suǒ)緊(jǐn)螺母(mǔ)與固定(dìng)絲(sī)套配(pèi)合不好,壓不緊軸承的現(xiàn)象,緻(zhì)使軸承内(nèi)圈軸(zhóu)向竄(cuàn)動,導緻軸(zhóu)承的遊隙發生變化,進而導緻(zhì)軸承(chéng)過早失效(xiào)。
軋輥軸承運轉(zhuǎn)伴有(yǒu)多種(zhǒng)摩擦(cā),其中摩擦最嚴(yán)重的部位是外滾道(dào)承(chéng)載區。由(yóu)于徑向遊(yóu)隙的(de)存在,滾子(zǐ)在非(fēi)承載區處于滾(gǔn)滑狀态(tài)[2]。當滾子(zǐ)進入承載(zǎi)區時自轉突(tū)然加速(sù),并與滾道發(fā)生(shēng)強烈(liè)的摩(mó)擦。軸(zhóu)承的承載區還承受(shòu)着(zhe)軋鋼的(de)沖擊載荷。滾子(zǐ)與滾道接觸變(biàn)形引起的(de)滑動摩擦(cā)是軸承零(líng)件損壞的關鍵因(yīn)素。因(yīn)此,軸承(chéng)的潤滑顯(xiǎn)得尤(yóu)為重(zhòng)要。但(dàn)由于(yú)軋輥軸(zhóu)承(chéng)的工作環(huán)境惡(è)劣,易(yì)造成潤滑(huá)失效(xiào),使軸承内部的(de)接觸表面摩擦(cā)磨損加(jiā)劇,最終(zhōng)導緻軸(zhóu)承(chéng)過早(zǎo)失效。
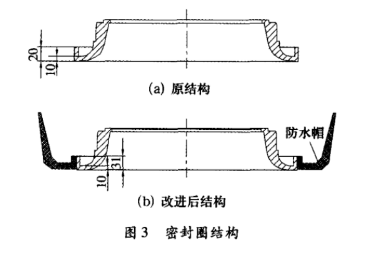
密(mì)封(fēng)不良(liáng)也是造(zào)成軸承(chéng)過早失效的一(yī)個主要原(yuán)因。由(yóu)于軋(zhá)輥軸承的(de)工作環境極度(dù)惡劣,迷宮環的“迷宮”以及密封(fēng)端蓋的密封效果不(bú)好 (圖(tú)3a),緻使(shǐ)外界污物随着(zhe)冷卻水侵(qīn)入(rù)軸(zhóu)承座(zuò),污染潤滑(huá)脂,導緻(zhì)潤滑失(shī)效,緻使軸承過(guò)早失效,嚴重時(shí)還會(huì)損壞軋輥、軸承座(zuò)等(děng)零件。
2 改進措(cuò)施
2.1 安裝(zhuāng)改進(jìn)
将防(fáng)松鈎(gōu)的材質由(yóu)q235鋼改(gǎi)為40cr鋼,将固(gù)定絲套與鎖(suǒ)緊螺母配合的鍵槽由1個改(gǎi)為(wéi)6個均布(bù),如圖2b所示。軋輥軸承安(ān)裝完畢後鎖緊螺(luó)母、固(gù)定絲套和軸承壓蓋能很(hěn)好地(dì)将(jiāng)内(nèi)、外(wài)圈(quān)壓緊(jǐn)。在軋輥軸(zhóu)承裝(zhuāng)配完畢後,要整(zhěng)體測量(liàng)軸(zhóu)向遊隙,将其控制在(zài)0.45~0.60mm。由于磨損使得(dé)軸承(chéng)遊隙(xì)發生(shēng)的變化(huà),可(kě)通過(guò)增減(jiǎn)軸承外圈(quān)壓蓋墊片(piàn)對遊隙進行調整,使(shǐ)軸承的遊隙(xì)始終在合理(lǐ)的範(fàn)圍。
2.2 密封(fēng)改(gǎi)進
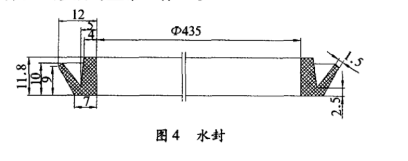
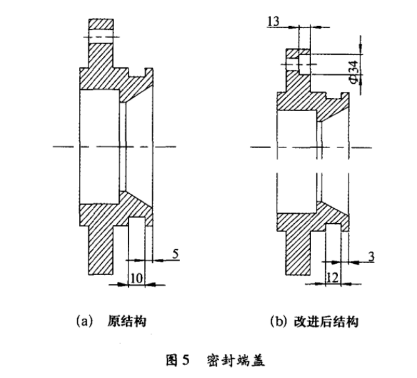
生(shēng)産中(zhōng)粗中軋區軋輥軸承(chéng)工作(zuò)環境惡劣(liè),理(lǐ)想(xiǎng)的軸承密封可(kě)以有(yǒu)效延長軋輥軸承的(de)使用(yòng)壽命,提(tí)高設備(bèi)作業率(lǜ)。因此對(duì)密封圈(quān)(圖3)與密封端蓋(gài)(圖4)進行(háng)改進,并在密封端(duān)蓋(gài)上增加一(yī) 道水封(圖5)。改進(jìn)的密封(fēng)圈(quān)正好(hǎo)可以(yǐ)緊(jǐn)密地包裹住密封(fēng)端蓋的水封。同時在(zài)密封圈的(de)外沿(yán)增加(jiā)一個防水(shuǐ)帽(圖3b),以盡可能(néng)減少氧(yǎng)化鐵皮(pí)、粉塵(chén)等雜(zá)物随(suí)冷卻水(shuǐ)進入軸(zhóu)承座(zuò)。
2.3 潤滑改進(jìn)
制定(dìng)合理的潤滑周期,定(dìng)期向(xiàng)軸承補充新潤(rùn)滑脂,保障軸承(chéng)的良(liáng)好潤滑;同(tóng)時也可(kě)将被污染的(de)潤滑脂擠(jǐ)出軸(zhóu)承(chéng)座(zuò),清潔軸承;而(ér)且舊(jiù)脂(zhī)排出時也(yě)可帶走端蓋(gài)密(mì)封處(chù)的污物(wù)。
2.4 裝配前(qián)的清洗與(yǔ)檢查(chá)
(1)每次組裝(zhuāng)前,要(yào)将軸承、軸承座(zuò)清洗幹淨并疏通油路(用高壓(yā)風将(jiāng)油路(lù)内積(jī)油吹掃(sǎo)幹淨,保(bǎo)持油路(lù)暢通)。檢(jiǎn)查軸(zhóu)承套圈、滾(gǔn)動體及保持架等部件,如(rú)發現(xiàn)磨損、劃痕等,應(yīng)及時更換。檢查(chá)j形油封,要(yào)确保(bǎo)其無(wú)破損且彈性正常(cháng)。檢查密封端(duān)蓋與(yǔ)j形油(yóu)封接觸(chù)部(bù)位表(biǎo)面光潔(jié)度及磨(mó)損情況,要求表(biǎo)面光滑無缺陷(xiàn),磨損程度(dù)小(xiǎo)于(yú)1.2mm,保證j形(xíng)油封正(zhèng)常工作(zuò)[3]?
(2)組(zǔ)裝前檢查(chá)軸承(chéng)座内(nèi)孔磨(mó)損情(qíng)況,包(bāo)括絕對尺寸和(hé)圓柱(zhù)度。如果尺(chǐ)寸超标,需修複(fú)到标準尺寸方可使用。
(3)組裝前(qián)檢查軋輥與軸(zhóu)承配(pèi)合部(bù)件的(de)磨損(sǔn)情況(kuàng),如果(guǒ)尺寸(cùn)超标,不得(dé)投入(rù)使用(yòng),必須(xū)修複(fú)到标準尺(chǐ)寸方可使(shǐ)用。
(4)所(suǒ)有軸(zhóu)承(chéng)壓蓋安(ān)裝時(shí),當墊片組調整(zhěng)完畢,必須(xū)用密(mì)封膠密(mì)封(fēng),防止軸承(chéng)進水。
(5)檢查彈性阻尼體是(shì)否失效,确保(bǎo)其正常(cháng)。
3 結束(shù)語
通過(guò)改進,粗(cū)中軋機軋(zhá)輥軸(zhóu)承的(de)平(píng)均使用(yòng)壽命得到了大(dà)幅提高,大大降(jiàng)低了軸(zhóu)承的噸鋼消(xiāo)耗以(yǐ)及熱(rè)停機(jī)時(shí)間,确保了生産的順利(lì)運行(háng)。
【參考(kǎo)文獻(xiàn)】
[1]萬長(zhǎng)森.滾動軸(zhóu)承分析[m].北(běi)京:機械工(gōng)業(yè)出版社(shè),1987:23-26.
[2]房世(shì)興(xìng)?高(gāo)速線材軋機裝備技(jì)術[m].北(běi)京:冶金工(gōng)業出版社(shè),1997.
[3]周建(jiàn)男.軋鋼機(jī)械滾(gǔn)動軸承[m].北京:冶(yě)金工業出版社(shè),2001.
掃碼添加(jiā)微信
蔡(cài)經理
手機: