2023-07-27
張剛
錠子(zǐ)是(shì)細紗工序重要的(de)專件之一,通過(guò)自身的高速運(yùn)轉與(yǔ)鋼領、鋼絲(sī)圈等紡專器(qì)材(cái)配合,實(shí)現紗線的加撚(niǎn)與卷繞。錠子(zǐ)不僅需要(yào)高(gāo)速運(yùn)轉,而且(qiě)要在承載管紗(shā)高速(sù)運轉的情(qíng)況下保持(chí)長期(qī)的穩(wěn)定性。它既(jì)是精密(mì)運轉的(de)專件(jiàn),又是易損(sǔn)件。所以,良好維(wéi)護與(yǔ)保養工作(zuò)極為重(zhòng)要。如果(guǒ)保養(yǎng)到位,錠子(zǐ)的正常運轉周(zhōu)期可達8-10年甚至(zhì)更久。否則(zé),短期内就(jiù)會出現早(zǎo)期磨損、内(nèi)腔黑油,甚至(zhì)軸承損(sǔn)壞等問題。錠子(zǐ)使用(yòng)、維護不當主要(yào)集中(zhōng)于油(yóu)品(pǐn)潤滑、紗管質(zhì)量及鋁杆錠子(zǐ)的不規範(fàn)操作(zuò)等幾個方面。
一、油品潤滑
錠子(zǐ)的潤(rùn)滑(huá)效果取決于(yú)油品的質量和(hé)加油(yóu)的數(shù)量。優(yōu)質潤(rùn)滑油(yóu)能帶給錠(dìng)子良(liáng)好的潤滑和散(sàn)熱效(xiào)果,保(bǎo)證錠子良好的(de)負載(zǎi)特性及使用壽(shòu)命。
1.1 選用油品的(de)要求
(1)大型石化(huà)公司(sī)的(de)标(biāo)準品(pǐn)牌潤滑油。
(2)粘度(dù)等級:錠子潤滑(huá)油一般(bān)使用40℃運(yùn)動粘度為10mm²/s的潤(rùn)滑油(國際牌号(hào)iso vg10,通俗地說就是要用粘(zhān)度為10#的(de)優質潤(rùn)滑油)。
(3)我(wǒ)國國家标(biāo)準中(zhōng)已無(wú)錠子油(yóu)的類别(bié),錠子用潤(rùn)滑油(yóu)現(xiàn)歸屬于(yú)軸承(chéng)潤滑(huá)油的(de)範疇,即名稱為(wéi)軸承油或(huò)主軸油。
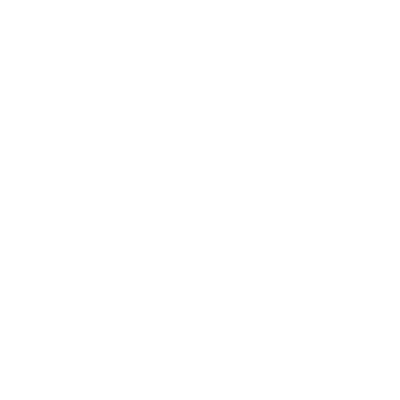
(4)國内及國際(jì)知名潤(rùn)滑(huá)油品(pǐn)牌及(jí)标号推薦(jiàn)表(biǎo)見表1。
表(biǎo)1知名(míng)潤滑油品牌及标号推薦(jiàn)
禁止使用非(fēi)标準、無(wú)牌号、無廠家的(de)所(suǒ)謂(wèi)“錠子油”,禁(jìn)止使用劣質潤滑油。
1.2 加油量及注意事項
應使用專(zhuān)用錠(dìng)子清洗加油(yóu)機給錠(dìng)子實(shí)行定高或(huò)定量加油(yóu),一般尖底(dǐ)錠(dìng)子(上下支撐距(jù)為120mm)加油高度(dù)控(kòng)制在70-80mm(用(yòng)對應系列油(yóu)位标尺(chǐ)測量(liàng)或插入錠(dìng)杆(gǎn)後測量(liàng)錠尖(jiān)油位高度(dù));平錠底錠(dìng)子(上(shàng)下支撐(chēng)距為100mm)加(jiā)油高度控制在60-70mm。長換油周期(含(hán)nl識别号)系(xì)列錠(dìng)子,油(yóu)位(wèi)高度可(kě)較下支撐結構(gòu)的同型(xíng)号(hào)錠子(zǐ)提高10mm。
需要注意的是,尖底錠子(zǐ)不(bú)能在油位低(dī)于60mm的(de)狀态下運(yùn)轉,平底錠子不(bú)能在油位(wèi)低于(yú)50mm的狀态下(xià)運轉(zhuǎn)。
1.3 錠子潤滑的誤(wù)區
如(rú)果錠(dìng)子缺(quē)油運轉,錠子上(shàng)軸承(chéng)與(yǔ)錠杆軸(zhóu)頸部(bù)位會摩擦生熱,造成磨損(sǔn)加劇(jù)。因(yīn)油液(yè)匮(kuì)乏,油膜潤(rùn)滑及(jí)降溫失(shī)效,軸承(chéng)保持器窗(chuāng)口及軸(zhóu)承(chéng)孔内接圓(yuán)直徑會(huì)磨損變(biàn)大,改(gǎi)變(biàn)了(le)錠子(zǐ)同軸的精(jīng)度,錠子會(huì)出現(xiàn)麻手(shǒu)、搖頭、運轉中上(shàng)竄等(děng)現(xiàn)象,直(zhí)至(zhì)造成磨粒(lì)集聚(jù)、内腔發黑、錠鈎(gōu)磨損(sǔn)、軸承損壞等問題。因此,在(zài)錠子加油時要(yào)避免出現以下(xià)誤區:
(1)加油(yóu)前未校正(zhèng)、檢查加油機油槍定(dìng)位或(huò)定量的準(zhǔn)确性(xìng)。
(2)加油過程(chéng)中漏(lòu)加或(huò)虛(xū)加(jiā)。
(3)無錠(dìng)子油位(wèi)抽(chōu)查機(jī)制,錠子長期缺(quē)油運轉。
1.4 避(bì)免錠(dìng)子磨(mó)損的措施(shī)
(1)選用優(yōu)質(zhì)錠子潤滑(huá)油。
(2)錠子安(ān)裝完成後(hòu),應按(àn)照錠子結構系列油(yóu)位要求(見産品說(shuō)明書),做(zuò)到首次(cì)加油準(zhǔn)确到(dào)位。加油前(qián)把加油設(shè)備調(diào)整好,保(bǎo)證加油(yóu)量準确(què)可靠,尤(yóu)其是加油槍管(guǎn)要求(qiú)出油足量、回油順暢(chàng),保證油槍定位(wèi)精準(zhǔn)。整機加油前可通過試加來驗證加油設備的(de)可靠性,再(zài)整機(jī)台加油。
(3)加(jiā)油過程中,槍(qiāng)管在錠(dìng)腔中(zhōng)要停留2-3秒(miǎo),避免(miǎn)因回油管氣泡(pào)幹(gàn)擾,産生(shēng)油位(wèi)虛高現象;禁止加(jiā)油過快(kuài),避免虛加或漏加。
(4)加(jiā)油完成後(hòu),要由專人抽查加油(yóu)效果(guǒ),納入(rù)考核機制。
二、紗管使(shǐ)用
在紡紗(shā)過程中,紗管與(yǔ)錠子形成複合(hé)體,并(bìng)由錠(dìng)子直接驅動,因此紗管的性能直接(jiē)影(yǐng)響錠子的運(yùn)行質(zhì)量和使(shǐ)用壽命。
2.1 紗管(guǎn)的使(shǐ)用要求(qiú)
(1)要選用(yòng)優質(zhì)的紗(shā)管,與(yǔ)錠子(zǐ)配套(tào)要适(shì)宜,卷裝尺(chǐ)寸要(yào)與錠速相匹配(高速小卷裝、低速大(dà)卷裝(zhuāng))。
(2)紗管(guǎn)的幾何尺寸、空(kōng)管振(zhèn)幅(fú)應(yīng)符合國家及行(háng)業标準(标準号(hào):fz/t93008-2018塑料(liào)經紗(shā)筒(tǒng)管(guǎn))。
2.2 空管(guǎn)振幅的檢測方法及控制标準(zhǔn)
(1)檢測方法。同批(pī)次紗管(guǎn)随機抽(chōu)取20-50隻,分别(bié)安裝在空(kōng)錠振幅在(zài)0.02㎜以内的同一錠(dìng)子上(shàng),設置(zhì)錠速(sù)為18000rpm,用錠子(zǐ)測振(zhèn)儀檢測(cè)空管振幅(注:不(bú)同批次(cì)的紗管應分(fèn)别(bié)檢測)。
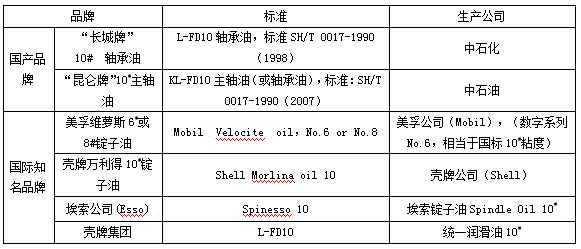
(2)檢測标準(zhǔn)。空紗(shā)管(guǎn)振幅的控制标準見表2。
表2 空紗管振幅(fú)的控制标準(zhǔn)
2.3 紗管的使用(yòng)誤區(qū)
(1)嚴重(zhòng)老化(huà)、變形(xíng)紗管(guǎn)或空管振(zhèn)幅(fú)嚴(yán)重超出國(guó)家标準的紗(shā)管(guǎn),可能會(huì)造(zào)成大(dà)紗搖頭、負(fù)載振幅嚴(yán)重超出錠子軸承的承載(zǎi)能力的(de)情況,錠(dìng)子運轉(zhuǎn)後很快(kuài)會出現錠(dìng)尖磨(mó)損,軸承(chéng)損壞(使(shǐ)用嚴重老(lǎo)化的紗管,在紡(fǎng)大(dà)紗(shā)時錠子的振幅(fú)會達到0.6-0.8mm,最大甚(shèn)至達(dá)到1.4mm)。
(2)天眼部(bù)位嚴(yán)重磨損的(de)紗管(guǎn),與錠(dìng)子的配合位置會下移,造(zào)成落紗困難(見圖1)。

圖1 管芯(xīn)脫落、磨損(sǔn)造成(chéng)紗管下移(yí)
(3)紗管(guǎn)基本尺寸不合(hé)格或光杆錠子紗管(guǎn)管芯脫落(luò),使錠子對紗管(guǎn)的支撐失效。運轉中會出(chū)現丢轉現象,且會對錠子(zǐ)造成徑向(xiàng)沖擊,導緻出現弱撚紗(shā)、錠(dìng)子軸(zhóu)承早期損壞等(děng)問題。
(4)廢絲(sī)纏繞或紗(shā)管變(biàn)形,會導(dǎo)緻(zhì)紗管在錠(dìng)子上安(ān)裝配合(hé)不到位(即高管(guǎn)錠子等(děng))。
2.4 避(bì)免紗管不(bú)合格的措(cuò)施
(1)振幅的(de)控制(zhì)(可用(yòng)sz-3型錠子測(cè)振儀檢(jiǎn)測(cè)振幅):空管(guǎn)振幅(fú)超出(chū)國家(jiā)标準(zhǔn)0.25mm的紗(shā)管(guǎn)要盡量棄用(yòng);大紗振(zhèn)幅超過0.6mm的紗(shā)管應(yīng)挑出(chū),予以淘汰(行業(yè)中一(yī)般(bān)要求大(dà)紗振幅(fú)≤0.4mm)。
(2)基本尺(chǐ)寸的控制:我(wǒ)公司可免(miǎn)費提供(gòng)錠子配(pèi)套紗管的标(biāo)準管芯孔(kǒng)檢(jiǎn)測量具(jù),要求(qiú)對紗管進行全(quán)數檢測、分(fèn)類挑(tiāo)揀;基本(běn)尺寸嚴(yán)重不合格或配(pèi)合錐度(dù)異(yì)常的(de)紗管,應予以(yǐ)淘汰。
(3)每次完成落(luò)紗厚,應(yīng)檢查紗管與(yǔ)錠子的配合情況,保證紗(shā)管安裝到位(wèi)。避(bì)免因紗管(guǎn)變形(xíng)或多(duō)餘廢絲出現高(gāo)管或沉底(dǐ)紗管的現(xiàn)象,否(fǒu)則會(huì)産生(shēng)打滑、上竄、大紗(shā)搖頭及弱(ruò)撚(niǎn)等(děng)問題(tí)。
(4)對正(zhèng)在使用紗(shā)管,應(yīng)加強檢查(chá),及時剔除損壞(huài)、變形或内壁嚴(yán)重磨損(sǔn)及掉塊(kuài)的紗(shā)管。嚴重變(biàn)形(xíng)及老化的紗管動平衡變差(chà),會增大錠子的(de)偏心(xīn)負載,振幅(fú)會明(míng)顯倍(bèi)增,既影響(xiǎng)紗(shā)線質量(liàng)又影響(xiǎng)錠子使(shǐ)用壽命,應(yīng)及時(shí)分批淘汰或更(gèng)新。
三(sān)、鋁杆錠子的操作誤區及(jí)避免措(cuò)施(shī)
相對于光杆錠子,鋁套管錠子從根(gēn)本上改變了對紗管的支撐方(fāng)式,由錐(zhuī)面緊密配合(hé)支撐變為(wéi)彈性支(zhī)持器動态支(zhī)撐于(yú)紗管内(nèi)壁上錐(zhuī)部位(見圖(tú)2)。靜态時支撐力很小(xiǎo),便于(yú)集體(tǐ)落(luò)紗自動(dòng)落紗;動态運轉時支(zhī)撐(chēng)力可靠(kào)(速度(dù)越高(gāo),離(lí)心(xīn)力越大,支撐越(yuè)可靠)。既(jì)解(jiě)決了(le)運轉(zhuǎn)中的(de)不同(tóng)步(bù)問(wèn)題,又(yòu)解決(jué)了支(zhī)撐與拔管(guǎn)的矛盾問(wèn)題。

圖(tú)2 光杆錠(dìng)子與鋁套管(guǎn)錠(dìng)子支撐(chēng)方式對(duì)比(bǐ)
3.1 使用(yòng)要求
機(jī)台在運轉過(guò)程中(zhōng),鋁杆(gǎn)錠子在接頭、取(qǔ)樣及(jí)上下紗管(guǎn)時,必(bì)須使用刹(shā)錠器(qì),以防(fáng)止(zhǐ)損(sǔn)傷錠(dìng)子和紗管(guǎn)。
3.2 操作(zuò)誤(wù)區
如沿(yán)襲光杆錠子的操(cāo)作習慣,不按(àn)要求使用(yòng)刹錠(dìng)器(在錠子(zǐ)運轉(zhuǎn)時直接拔(bá)紗或(huò)插管),将會(huì)使錠(dìng)子的彈性支持(chí)器與紗管内(nèi)壁劇烈摩擦(cā)、磨損變形,使紗管内壁與(yǔ)彈性支持器配合處出現(xiàn)溝槽狀型變(biàn);紗管内(nèi)壁的變形(xíng)溝槽(cáo)在集(jí)體落(luò)紗時(shí)有(yǒu)止退作(zuò)用,無法實(shí)現自(zì)動拔(bá)紗;也會改變配(pèi)合(hé)狀(zhuàng)況,出現支撐(chēng)失效、打(dǎ)滑及擺頭等現(xiàn)象。從(cóng)而損傷錠(dìng)子彈(dàn)性(xìng)支(zhī)持(chí)器(qì),導緻其(qí)出現卡(kǎ)死、脫(tuō)落等(děng)(見圖(tú)3)。

圖3 不(bú)按要求使(shǐ)用刹(shā)錠器造成(chéng)的影(yǐng)響
3.3 避免措(cuò)施
(1)正(zhèng)确(què)使(shǐ)用刹錠器(qì)(先(xiān)刹停錠子再進行拔管(guǎn)及(jí)插(chā)管(guǎn)操(cāo)作)。
(2)單(dān)錠操作,不(bú)同時刹兩錠及(jí)以上。刹錠停車(chē)及刹錠釋放應(yīng)快捷(jié)、利落,一次到位(wèi)。
(3)完成(chéng)上(shàng)、下紗管(guǎn)後,應立即(jí)松開(kāi)刹錠器。刹錠時(shí)間不宜過長,以(yǐ)減少(shǎo)錠盤(pán)、錠帶(dài)、刹錠器間的交叉磨損。減(jiǎn)少摩(mó)擦生熱,延(yán)長刹(shā)錠器(qì)的使用壽(shòu)命。
(4)因不正确刹錠造成内壁嚴重磨損溝槽的(de)紗管應及時淘(táo)汰(集(jí)體落(luò)紗中(zhōng)不能(néng)自動落紗(shā)的紗(shā)管(guǎn)應重(zhòng)點(diǎn)關注(zhù),及時(shí)查找原因(yīn),尤(yóu)其是紗(shā)管内(nèi)壁的狀态(tài))。
(5)對于彈(dàn)性支持(chí)器脫落(luò)及卡死(sǐ)的錠子,可聯系(xì)廠家及(jí)時(shí)補裝或修複。
四、結語(yǔ)
要保(bǎo)證(zhèng)錠子正(zhèng)常的使用壽命(mìng)和良(liáng)好的(de)運行質量,就要按照(zhào)主機設備的要求正确安裝與(yǔ)校正錠子,避(bì)免(miǎn)異常敲(qiāo)擊;正确(què)選用潤滑油,做好周(zhōu)期潤(rùn)滑保(bǎo)養工作;優選并(bìng)監控配(pèi)套(tào)使用(yòng)的紗管,保證錠子承載的穩定性;做(zuò)好日(rì)常的(de)維護管理(lǐ)工作(zuò),養成(chéng)良(liáng)好的操(cāo)作習慣。
(來(lái)源:中國紗線網,版權歸原作(zuò)者(zhě)或機構所(suǒ)有)
掃(sǎo)碼添(tiān)加(jiā)微信
蔡(cài)經理
手機(jī):